Сварочный полуавтомат: зачем он нужен и как применять?
Время чтения: 8 минут
Полуавтоматическая сварка — одна из самых часто используемых в профессиональной и полупрофессиональной среде. Полуавтомат можно найти как в гараже у дачного умельца, так и на станции технического обслуживания или в цеху. Сварка полуавтоматом чуть сложнее, чем сварка обычным инвертором. Но полуавтомат все равно гораздо проще и понятнее в применении, чем тот же трансформатор.

Для сварки полуавтоматом вам понадобится электродная проволока, газовый баллон и ваши навыки. Этого достаточно для формирования качественных и долговечных швов. В этой статье мы подробно объясним, что такое сварочный полуавтомат и как он функционирует, а также для чего нужен такой сварочный аппарат. Вы узнаете принцип работы полуавтомата, его разновидности и особенности применения.
Сварочный полуавтомат: устройство и принцип работы
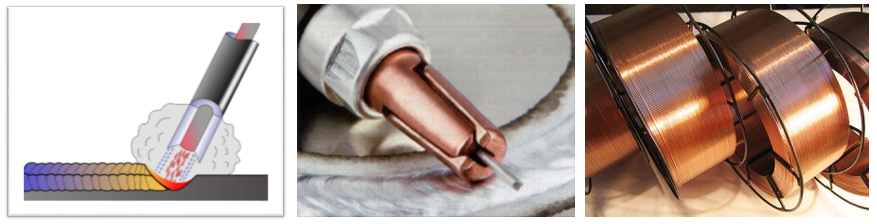
Полуавтомат — это инверторный сварочный аппарат, применяемый для TIG сварки и MIG/MAG сварки. Также может иметь встроенный режим ММА сварки. От обычного инвертора отличается возможностями. Инвертор используется в паре с электродом и применяется для ручной дуговой сварки. А полуавтомат используется с электродом, проволокой, газом. Соответственно, его возможности куда шире, и такой аппарат можно использовать для сварки в среде защитного газа. Получаемые швы отличаются высоким качеством и надежностью. Ниже показано, из чего состоит комплект оборудования для полуавтоматической сварки. Исходя из этого несложно понять устройство сварочного полуавтомата.

Полуавтомат получил свое название из-за механизма, подающего сварочную проволоку в зону сварки. Механизм работает в полуавтоматическом режиме, отсюда и многочисленные словосочетания «сварка полуавтоматом», «полуавтоматическая сварка» и т.д.
Принцип работы полуавтоматической сварки прост. В подающий механизм устанавливается бобина с проволокой, которая во время сварки подается в сварочную зону, так что нет необходимости часто сменять электроды, как при ручной дуговой сварке. Одновременно с подачей электродной проволоки подается защитный газ. Электрод и свариваемый металл находятся под напряжением, и в газовом облаке происходит разряд. Возбуждается дуга. Она и плавит металл, благодаря чему можно сформировать шов.
Некоторые преимущества полуавтоматической сварки:
Разновидности
Сварочное оборудование полуавтоматического типа может быть бытовым, профессиональным и промышленным.
Аппараты для бытовой сварки можно использовать для несложного ремонта кузова авто или забора. Их стоимость редко превышает 300$. Профессиональному полуавтомату под силу сварка профильной трубы и сложных металлоконструкций. Если вы выбираете полуавтомат для сварки трубопроводов, то присмотритесь именно к профессиональным и полупрофессиональным моделям. В этой статье мы подробно рассказываем, как сварить газовые трубы полуавтоматом. Стоимость профессионального полуавтомата может начинаться от 300-500$ и доходить до нескольких тысяч (а порой и десятков) долларов.

Промышленные полуавтоматы редко можно встретить в прямой продаже. Они очень дорого стоят и применяются на крупномасштабных производствах.
Новички часто интересуются, можно ли покупать китайский полуавтомат? Или стоит переплатить за оборудование от более именитого производителя? На наш взгляд, покупка недорого китайского полуавтомата оправдана, если вы стеснены в средствах. Не обязательно сразу покупать дорогой аппарат, если вы не планируете использовать его на все 100%. Приобретите более бюджетную модель и обучитесь азам полуавтоматической сварки. К тому же, большинство полуавтоматов ценой до 1000$ все равно собираются в Китае. И порой один завод изготавливает одинаковое оборудование сразу для нескольких брендов. Так можно найти два идентичных полуавтомата с разными логотипами, где один аппарат будет стоить существенно дороже другого просто из-за популярности бренда.
Применение
Работа сварочным полуавтоматом не составит труда, если правильно выполнить все подготовительные работы. Далее мы расскажем, как подключить полуавтомат к газовому баллону и выбрать режим сварки.
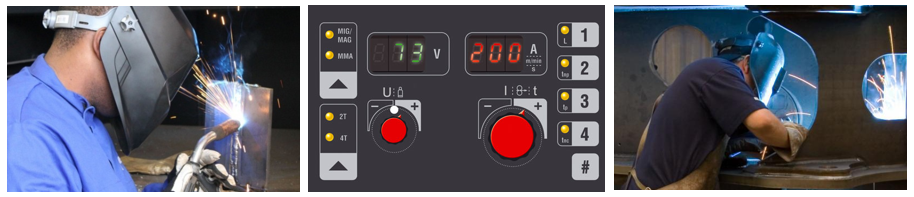
Перед началом сварки полуавтоматом необходимо провести полную регулировку всем компонентов подающего механизма. Отрегулируйте натяжение электродной проволоки, это можно сделать с помощью гайки на оси катушки с проволокой. Затем найдите прижимной ролик в подающем механизме и отрегулируйте его усилие. Наконец отрегулируйте расход сварочного газа. Для этого установите на баллон газовый редуктор.
Не забудьте установить силу сварочного тока. Мы рекомендуем задать небольшое значение силы тока и постепенно увеличивать ее в ходе работ. Так вы сможете избежать прожогов и непроваров. Чтобы подобрать оптимальную силу тока для вашей детали воспользуйтесь специальными таблицами. Их легко найти в интернете.
Газ и проволока
Как вы теперь уже знаете, полуавтоматы работают в паре с газовым баллоном. Газовый баллон соединяется с полуавтоматом с помощью специального шланга. Газ подается в сварочную зону и защищает металл от окисления, тем самым улучшая качество швов. В качестве защитного газа можно использовать аргон, углекислоту, гелий, водород и азот. А также смеси из этих газов.

Помимо газа используется металлическая проволока, выступающая в роли электрода. Проволока может быть плавящейся и неплавящейся. В первом случае проволока участвует в образовании шва, смешиваясь с основным металлом. Во втором случае проволока лишь проводить ток к сварочной зоне и плавит металл. Также существует порошковая проволока. Она представляет собой полую трубку, внутри которой находится флюс. При сварке внешняя металлическая оболочка плавится, высвобождая пары флюса, которые по своим свойствам похожи на защитный газ. По этой причине при сварке порошковой проволокой газ можно не использовать.
Но учтите, что порошковая проволока не способна в полной мере заменить защитный газ. Получаемые швы будут худшего качества, поскольку порошковая проволока просто не обладает теми же свойствами, что и газ. Данный тип проволоки используют для сварки в труднодоступных местах. Например, на высоте. Если у вас есть возможность транспортировки сварочного баллона, то лучше выбрать сварку с применением газа.
Техническое обслуживание и хранение
Полуавтомат — это технически сложный электроприбор. И чем дороже ваша модель полуавтомата, тем она сложнее. А мы все прекрасно знаем, что количество поломок и ремонтопригодность во многом связаны именно с простотой электроприбора.
Классический трансформаторный сварочный аппарат очень прост и потому надежен. Его можно без проблем перебрать в гараже, а детали не будут стоить дорого. Все это нельзя сказать про полуавтомат. В основе полуавтомата современные микросхемы с транзисторами, которые плохо переносят пыль, грязь и повышенную влажность. Исходя из этого несложно понять, что от правильного хранения и обслуживания полуавтомата во многом зависит срок его службы.
Два раза в год отдавайте ваш полуавтомат в сервисный центр для технического обслуживания. Там специалисты очистят корпус (в том числе изнутри) с помощью сжатого воздуха, проверят работоспособность аппарата и приведут в порядок все винты, гайки и разъемы.
Храните полуавтомат в картонной коробке, предварительно обмотав его полиэтиленовой пленкой. Не оставляйте аппарат на зиму в неотапливаемом гараже или на даче. Если у вас есть возможность заберите полуавтомат к себе в квартиру и храните его там.
Вместо заключения
Сварочный аппарат полуавтомат — это технологичный и современный тип сварочного оборудования. В этой статье мы постарались подробно и понятно объяснить, как работает полуавтомат и в целом каков принцип работы сварочного инверторного оборудования.
Сварка полуавтомат пригодится вам на даче, если вы хотите выполнять более сложный ремонт, на СТО, если важно качество швов при работе с кузовом, и в цеху при сварке сложных металлоконструкций.
Современные полуавтоматы представлены в большом ассортименте и позволяют выполнять как любительскую, так и профессиональную сварку. При выборе сварочного аппарата обращайте внимание не только на цену, но и на технические характеристики, качество сборки наличие гарантии. Не приобретайте самый дешевый полуавтомат. Скорее всего, он не оправдает ваших надежд, и быстро выйдет из строя. Желаем удачи в работе!
Какая полуавтоматическая сварка лучше

Вопросы, рассмотренные в материале:
Какая полуавтоматическая сварка лучше – с использованием газа или без него? Ответить на эти вопросы достаточно сложно. У каждой технологии есть свои достоинства и недостатки, поэтому тот или иной метод лучше использовать в зависимости от конкретной ситуации.
Вообще, сварка полуавтоматом, причем любым из способов, на сегодняшний день является одним из самых востребованных видов металлообработки. Но чтобы правильно воспользоваться ее преимуществами, нужно иметь представление о технологических нюансах каждого метода.
Принцип работы полуавтомата
Полуавтомат представляет собой инверторный аппарат, который используется при TIG и MIG/MAG сварке. Иногда предполагается дополнительный режим для осуществления сварки ММА. По сравнению с обычным инвертором полуавтомат обеспечивает более широкий спектр возможностей. Инвертор работает в паре с электродом и необходим для ручной дуговой сварки. Тогда как полуавтомат используется с электродом, проволокой, газом, а значит, с ним доступно гораздо больше разных операций. В том числе можно осуществлять работу в среде защитного газа. В результате получаются очень качественные и надежные швы.
Название полуавтомата объясняется принципом действия механизма, отвечающего за подачу проволоки в рабочую зону. Иными словами, он работает именно в полуавтоматическом режиме.
Прежде чем говорить о том, какая полуавтоматическая сварка лучше, нужно представлять себе работу аппарата. Здесь все просто: в подающий механизм монтируется бобина с проволокой, последняя подается в процессе сварки в зону обработки металла. Благодаря такой особенности не требуется часто менять электроды, как это делается во время ручной дуговой сварки. Параллельно с подачей электродной проволоки в зону реза поступает защитный газ. Электрод и изделие находятся под напряжением, в газовом облаке происходит разряд, в результате возбуждается дуга, которая плавит металл. Благодаря всем этим процессам и возможна сварка.

Плюсы и минусы полуавтоматической сварки
Данная разновидность сварки постепенно приобретает все большую популярность среди профессионалов и любителей. У работы с полуавтоматом есть свои достоинства и недостатки, о которых важно составить представление до начала использования оборудования.
Среди плюсов технологии стоит назвать такие, как:
Минусов работы на полуавтомате меньше, чем плюсов, однако о них тоже важно помнить:
Рекомендуем статьи по металлообработке
Несмотря на эти недостатки, полуавтоматическая сварка активно используется на многих производствах. Наибольшее распространение она получила в сфере автостроения и ремонта транспортных средств.
Оборудование для полуавтоматической сварки
Существует большой выбор устройств, работающих на основе данной технологии, поэтому важно понимать, какая полуавтоматическая сварка лучше. Среди специалистов используются различные классификации.
По способу защиты материала в процессе сварочных работ выделяют такие типы сварки полуавтоматом:
По способу подачи проволоки оборудование бывает:

Агрегаты для сварки полуавтоматом могут быть однофазные и трехфазные. Однофазные устройства питаются от бытовой розетки в 220 В. Если сеть не соответствует мощности агрегата, невозможно получить стабильную дугу, а это чревато дефектами шва. Для трехфазного аппарата не всегда просто найти подходящий источник питания, зато он обеспечивает высокое качество работы вне зависимости от нагрузок.
Полуавтоматическая сварка без использования газа
Часто приходится слышать вопрос о том, какая полуавтоматическая сварка лучше: с газом или без. На данный момент специалисты считают наиболее перспективной и востребованной технологию без использования газа.
В этом случае сварка осуществляется при помощи флюсовой проволоки, также известной как сварочная порошковая проволока. Речь идет о стальной трубке, внутри которой находится специальный порошок. Это и есть сварочный флюс, напоминающий обмазку электродов.
Флюс горит под действием высокой температуры, за счет чего образуется защитное газовое облако в зоне обработки металла. По своему принципу действия процесс мало отличается от обычной электродной сварки.

Основным преимуществом такого подхода является широкий выбор материалов с различными химическими составами. Это позволяет обеспечивать нужные в конкретной ситуации свойства дуги и менять характеристики шва.
Так как нас интересует, какая полуавтоматическая сварка лучше, то стоит остановиться еще на ряде достоинств безгазовой технологии. Это:
Данный метод очень похож на обычную электродную сварку, например, здесь тоже не удается полностью защитить шов от попадания шлака из сгоревшего флюса. А значит, важно обеспечить герметизацию сварочной поверхности, наложив поверх готового шва несколько дополнительных.
Флюсовая проволока отличается низкой жесткостью, в связи с этим ее подают к зоне обработки металла с небольшим усиленным нажатием. Любые изгибы шланга полуавтоматической сварки являются недопустимыми.
Важно соблюдать условия полярности фазного провода и «массы». Перед началом работы источник питания подсоединяют по такой схеме: минус – к держателю горелки, плюс – к свариваемой поверхности. Если планируется сварка в среде защитного газа, то подключение должно происходить наоборот. В результате достигается высокая температура, необходимая для плавления флюса и формирования защитной среды.
Безгазовая технология имеет и свои минусы. Основным из них является высокая стоимость расходных материалов. Кроме того, получающийся шов немного уступает по качеству результатам использования метода с газом.
Полуавтоматическая сварка в газовой среде
Сварочный полуавтомат для работы в защитной газовой среде считается новым видом сварки, который сегодня только начинает приобретать популярность. Однако за последние 20 лет он заслужил доверие специалистов. Метод позволяет проводить работы двух типов:
Из-за объемных и тяжелых газовых баллонов данная технология не может использоваться в любых условиях, оборудованию не хватает мобильности. Тогда как при стационарной работе этот вид сварки незаменим.
В состав применяемой электродной проволоки входит кремний и марганец. За счет подачи проволоки в зону сварки вместе с углекислым газом формируется среда, защищающая электрод и сварочную поверхность от воздействия окружающей среды.

Каково главное достоинство данного типа полуавтоматической сварки? Такой способ соединения металла дает возможность лучше отслеживать процесс. Кроме того, использование среды газа позволяет быстрее завершить работу, так как при безгазовой сварке требуется менять электроды и удалять шлак со сварочных швов.
В защитной газовой среде получается шов, значительно превосходящий по качеству результат работы при безгазовой сварке. Правда, здесь есть свои тонкости. Так, ключевую роль играет выбор газовой смеси. Если применяется активный газ СО2, шов будет чешуйчатым, с гратами, то есть с эффектом прилипших шариков. Тогда как за счет смеси 80 % аргона и 20 %углекислого газа формируется гладкий и ровный шов, не требующий дополнительной обработки.
Серьезными минусами технологии считаются необходимость в обеспечении защиты при работе на открытых площадках и дополнительные расходы, связанные со снабжением газами.
Какой метод полуавтоматической сварки лучше
При работе без газа зона сварки полностью закрыта от внешнего воздействия за счет флюса. Он легче металла, поэтому способен формировать защитную поверхность.
Если планируется работа без газа, недопустимо использование обычной проволоки. В противном случае получится неровный шов низкого качества с раковинами. Также подобное решение приведет к значительному повышению расхода проволоки, ведь в процессе сварки часть ее будет испаряться. И самое важное – в сварной ванне будет протекать реакция с кислородом, из-за чего в шве появятся окислы и каверны.
При соблюдении безгазовой технологии и всех правил можно сформировать аккуратный шов.
Тогда какая полуавтоматическая сварка лучше: с газом или без? За счет газовой среды удается предотвратить попадание кислорода в зону непосредственного проведения работ. Поэтому можно не бояться появления дефектов, вызванных содержанием углерода – шов получается действительно высокого качества. Однако применение данной технологии сопряжено с серьезными физическими и финансовыми затратами. Так, передвижение больших газовых баллонов, без которых сварка невозможна, является нецелесообразным ради нескольких швов. Зарядка баллонов считается нерентабельной, если работы проводятся довольно редко. В таком случае гораздо выгоднее, допустим, сварка алюминия полуавтоматом без газа.
Однако при использовании газовой среды, например, с углекислотой, формируются более благоприятные условия. Кроме того, в зоне обработки обеспечивается охлаждение металла. Этот способ применяется чаще, так как здесь действует простое правило: об экономической выгоде можно говорить, только если аппарат используется на постоянной основе.

Сложно точно сказать, какая полуавтоматическая сварка лучше, так как зачастую выбор одного из методов зависит от определенной ситуации.
Вам решать, какую технологию выбрать, тем более, что все необходимое оборудование сегодня можно легко найти в специализированных магазинах.
Критерии выбора аппарата для сварки
При покупке аппарата нужно не только понимать, какая полуавтоматическая сварка лучше, но и оценивать конкретные технические характеристики.
Ключевым показателем считается рабочий ток, на котором происходит сварка. От этой цифры зависит доступная для обработки толщина металла. Рекомендуется выбирать устройство таким образом, чтобы максимальный ток был на 20–30 % больше необходимого. Имея такой запас, можно не беспокоиться о надежности и времени работы аппарата.
Другая важная характеристика – продолжительность включения. Она фиксируется в процентах и позволяет понять, какую часть отрезка времени в 10 минут полуавтомат находится в работе. По данному параметру происходит разделение сварочного оборудования на профессиональное и любительское. Кроме того, от этого показателя во многом зависит стоимость устройства.
Например, автоматические сварочные аппараты, которые используются на сборочных конвейерах машиностроительных предприятий, имеют продолжительность включения до 100 %. Если планируется применение в домашних условиях, достаточно и 20 %.
Еще одна значимая характеристика – напряжение питания. Для дома рекомендуется выбирать аппараты с однофазным питанием, так как их можно подключить к обычной розетке в квартире, на даче, в гараже.
Также обязательно стоит учитывать производителя. Правда, в этом случае сложно что-либо рекомендовать, ведь нередко продукция малоизвестных брендов способна отлично служить в течение многих лет, тогда как товары популярных марок выходят из строя еще до завершения гарантийного срока.
Но лучше сделать выбор в пользу известной компании, хотя бы потому, что у нее точно будет сеть сервисных центров. А это может сильно облегчить жизнь, если вдруг придется прибегнуть к ремонту устройства по гарантии.
Почему следует обращаться именно к нам
Мы с уважением относимся ко всем клиентам и одинаково скрупулезно выполняем задания любого объема.
Наши производственные мощности позволяют обрабатывать различные материалы:
При выполнении заказа наши специалисты применяют все известные способы механической обработки металла. Современное оборудование последнего поколения дает возможность добиваться максимального соответствия изначальным чертежам.
Для того чтобы приблизить заготовку к предъявленному заказчиком эскизу, наши специалисты используют универсальное оборудование, предназначенное для ювелирной заточки инструмента для особо сложных операций. В наших производственных цехах металл становится пластичным материалом, из которого можно выполнить любую заготовку.
Преимуществом обращения к нашим специалистам является соблюдение ими ГОСТа и всех технологических нормативов. На каждом этапе работы ведется жесткий контроль качества, поэтому мы гарантируем клиентам добросовестно выполненный продукт.
Благодаря опыту наших мастеров на выходе получается образцовое изделие, отвечающее самым взыскательным требованиям. При этом мы отталкиваемся от мощной материальной базы и ориентируемся на инновационные технологические наработки.
Мы работаем с заказчиками со всех регионов России. Если вы хотите сделать заказ на металлообработку, наши менеджеры готовы выслушать все условия. В случае необходимости клиенту предоставляется бесплатная профильная консультация.
Сварочный полуавтомат. Как выбрать.
Полуавтоматическая сварка MIG/MAG считается самым производительным методом сварки. Для осуществления сварочных работ таким способом применяется специальная техника – сварочные полуавтоматы.

Сварочный полуавтомат – это электромеханическое устройство для сварки металлов и металлических сплавов в газовой среде плавящимся электродом, функцию которого в данном случае выполняет специальная проволока. Электродная проволока может быть разного диаметра, она идеально откалибрована и покрыта медью для лучшего скольжения и электрического контакта. Сам процесс сварки с таким аппаратом осуществляется вручную. А электродная проволока подается к месту сварки (к сварочной ванне) автоматически. Именно поэтому такой метод сварки называется полуавтоматическим.
Для равномерной размотки при подаче сварочная проволока намотана на специальную катушку. Скорость ее подачи устанавливается оператором-сварщиком. Газ, подаваемый в зону сварки, защищает шов от воздействия кислорода.
MIG/MAG – типы защитной газовой среды
Полуавтоматическая сварка может осуществляться в среде инертных или активных газов. Именно это и обозначают аббревиатуры MIG/MAG.

Преимущества

Вы решили купить сварочный полуавтомат и хотите перед покупкой узнать как можно больше информации об этом виде сварочной техники? Greenloft.ru подготовил ответы на основные вопросы, которые могут возникнуть в процессе выбора.
Назначение и класс сварочного полуавтомата
Пожалуй, первое с чего нужно начать, это с выбора сварочного оборудования по назначению. Сварочные полуавтоматы по назначению делятся на профессиональные, полупрофессиональные и бытовые. Отличает технику разных классов разный уровень мощности, показатели сварочного тока и процент ПВ (продолжительность включения).
Для продолжительных и интенсивных работ в промышленных условиях, на загруженных предприятиях, строительных площадках потребуется аппарат высокой мощности, c широким диапазоном сварочного тока (с верхним значением от 200 А и выше) и достаточным ПВ (не менее 60%). Если же сварка – это просто ваше «хобби», и вы планируете использовать аппарат время от времени для выполнения недлительных «любительских» работ, вам подойдут более дешевые и простые полуавтоматы бытового класса. Для несложных работ со стандартными материалами будет вполне достаточно сварочного тока до 200 А и продолжительности включения 30-60%.
Трансформатор или инвертор?
В зависимости от технологии, которая используется в производстве аппарата и на которой основан его принцип работы, сварочные полуавтоматы делятся на трансформаторные и инверторные установки. Сварочные аппараты трансформаторного типа сегодня мало востребованы. И не только потому, что они массивные и габаритные. Они во многом уступают современным инверторным аппаратам в функциональности и простоте использования. Инверторные полуавтоматы намного компактнее и легче. Большинство полезных функций, которые очень ценят сварщики, могут быть применены только в аппаратах инверторного типа – например, функции «горячего старта», «антиприлипания», форсажа дуги.

Сеть питания
Все сварочные полуавтоматы бытового назначение и большинство полупрофессиональных аппаратов питаются от однофазной сети 220 В, что дает возможность работать с техникой на всех объектах, где есть обычные бытовые розетки.
Профессиональные сварочные аппараты невысокой мощности могут также быть однофазными. Но индустриальные аппараты с высокой потребляемой мощностью, как правило, подключаются к промышленной трехфазной сети 380 В.
Большинство современных инверторных полуавтоматов адаптированы для работы со «слаботочными» сетями и способны выдавать стабильные параметры тока даже при сильных перепадах напряжения в сети ± 10-30%.
Параметры сварочного тока
Одна из важнейших характеристик сварочного полуавтомата – номинальный сварочный ток. Чем шире диапазон сварочного тока, тем большее количество разнообразных операций вы сможете производить. Чем выше верхнее значение тока, тем толще может быть свариваемый металл и больше диаметр электродной проволоки.
Продолжительность включения
Один рабочий цикл любого сварочного аппарата по стандарту составляет 10 минут. Продолжительность включения устройства (ПВ) обозначает период времени в рамках рабочего цикла, в течение которого аппарат можно использовать в режиме сварки. Обозначается ПВ в процентах.
Если в технической документации указана ПВ 60%, это значит, что из 10 минут цикла производить сварочные работы вы можете в течение 6 минут. Остальные 4 минуты аппарат должен «отдыхать». Указывается ПВ, как правило, с учетом работы на максимальном токе и при температуре окружающей среды до +40 градусов. На меньших токах, соответственно, продолжительность включения без риска перегрева будет больше.
Механизм подачи проволоки
Механизм автоматической подачи проволоки может быть встроен в аппарат или представлять собой отдельную конструкцию. Бытовые сварочные полуавтоматы, предназначенные для сваривания небольших деталей, обычно оснащаются встроенным механизмом подачи проволоки. Профессиональные модели, предназначенные для работы с крупногабаритными конструкциями, часто имеют отдельный механизм подачи, который подключается к самому автомату посредством кабель-пакета от 5 до 30 м.
Сам механизм подачи проволоки может быть двухроликовым или четырехроликовым. Двухроликовыми устройствами оснащаются полуавтоматы бытового класса. В моделях профи-класса обычно устанавливается четырехроликовый механизм, который отличается повышенным ресурсом, обеспечивает равномерную и качественную подачу.
Независимо от того, сколько роликов в механизме, они должны быть достаточного диаметра для надежного контакта с проволокой (от 30 см и больше). Хорошо, если ролики будут стандартного типа – в случае необходимости их можно будет легко заменить.
