Чертеж изделия
Чертеж изделия представляет собой набор нескольких его изображений, выполненных способом проецирования в определенном масштабе и служащих для раскрытия его геометрических форм и указания их размеров. Изображения выполняется по методу прямоугольного проецирования, при этом за плоскости проекций принимают грани куба, совмещая которые с плоскостью можно получить шесть проекций изделия, находящегося в центре куба и называемых видами: справа, спереди, слева, сзади и сверху, снизу. Если на чертеже виды находятся в проекционной связи то надписывать их не следует.
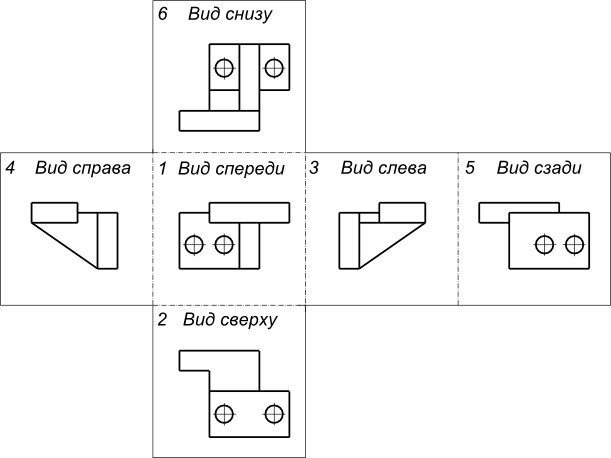
Изображение раскрывающее вид изделия сзади может быть размещено слева от изображения вид справа.
Согласно ГОСТ 2.305-68, изображения подразделяются на виды, разрезы и сечения
Деталь изображенная в двух проециях
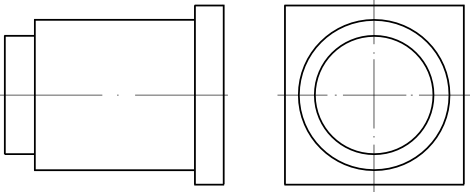
может быть представлена одним изображением
если использовать условные знаки: Ф диаметра; Ф квадрата.
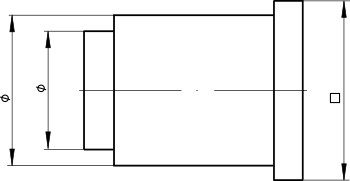
Чертеж стакана невозвратного клапана
для раскрытия его конструкции должен содержать два изображения
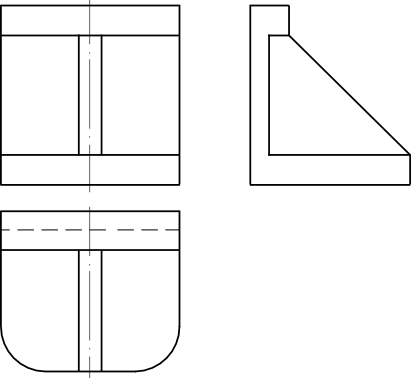

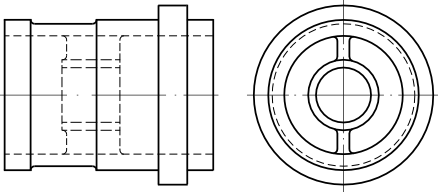
Для раскрытия конструкции этих изделий двух видов недостаточно, так как без вида слева нельзя судить о форме ребра жесткости, а без вида сверху неясна форма горизонтальной полки. Во многих случаях недостаточно и трех видов. В таких случаях используют еще виды справа, снизу и сзади.
Если виды сверху, снизу, слева, справа и сзади смещены относительно главного вида,
Чертежи деталей и сборочный чертеж
9.1. Понятие о видах изделий и конструкторских документах
Изделием называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
ГОСТ 2.101-88* устанавливает следующие виды изделия:
При изучении курса «Инженерной графики» к рассмотрению предлагаются два вида изделий: детали и сборочные единицы.
Деталь – изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций.
Например: втулка, литой корпус, резиновая манжета (неармированная), отрезок кабеля или провода заданной длинны. К деталям относятся так же изделия, подвергнутые покрытиям (защитным или декоративным), или изготовленные с применением местной сварки, пайки, склейки сшивки. К примеру: корпус, покрытый эмалью; стальной винт, подвергнутый хромированию; коробка, склеенная из одного листа картона, и т.п.
Сборочная единица – изделие, состоящее из двух и более составных частей, соединённых между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сваркой, пайкой, клёпкой, развальцовкой, склеиванием и т.д.).
Например: станок, редуктор, сварной корпус и т.д.
Комплексы — два и более специфицируемых изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например, автоматическая телефонная станция, зенитный комплекс и т.п.
Комплекты — два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект запасных частей, комплект инструментов и принадлежностей, комплект измерительной аппаратуры и т.п.
Производство любого изделия начинается с разработки конструкторской документации. На основании технического задания проектная организация разрабатывает эскизный проект, содержащий необходимые чертежи будущего изделия, расчётно-пояснительную записку, проводит анализ новизны изделия с учётом технических возможностей предприятия и экономической целесообразности его осуществления.
Эскизный проект служит основанием для разработки рабочей конструкторской документации. Полный комплект конструкторской документации определяет состав изделия, его устройство, взаимодействие составных частей, конструкцию и материал всех входящих в него деталей и другие данные, необходимые для сборки, изготовления и контроля изделия в целом.
Сборочный чертёж – документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля.
Чертёж общего вида – документ, определяющий конструкцию изделия, взаимодействие его составных частей и принцип работы изделия.
Спецификация – документ, определяющий состав сборочной единицы.
Чертёж общего вида имеет номер сборочной единицы и код СБ.
Например: код сборочной единицы (Рисунок 9.1) ТМ.0004ХХ.100 СБ тот же номер, но без кода, имеет спецификация (Рисунок 9.2) этой сборочной единицы. Каждое изделие, входящее в сборочную единицу, имеет свой номер позиции, указанный на чертеже общего вида. По номеру позиции на чертеже можно найти в спецификации наименование, обозначение данной детали, а также количество. Кроме того, в примечании может быть указан материал, из которого деталь изготовлена.
9.2. Последовательность выполнения чертежей деталей
Чертёж детали – это документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
Перед выполнением чертежа необходимо выяснить назначение детали, конструктивные особенности, найти сопрягаемые поверхности. На учебном чертеже детали достаточно показать изображение, размеры и марку материала.
При выполнении чертежа детали рекомендуется следующая последовательность:
Ребра жесткости, спицы при продольных разрезах показывают не заштрихованными.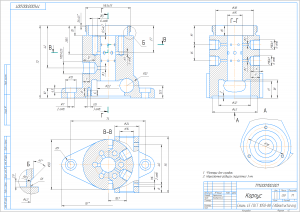
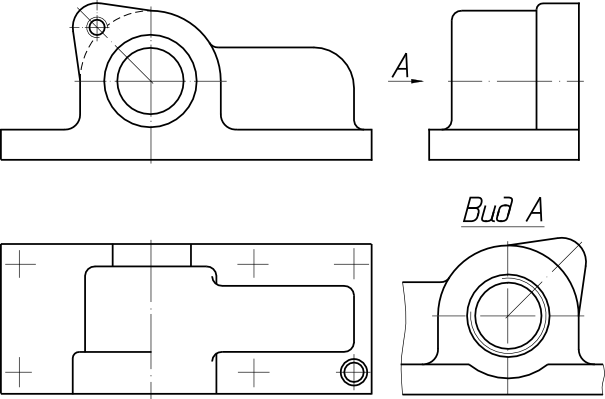
Рисунок 9.1 – Рабочий чертеж детали «Корпус»
9.3. Нанесение размеров
Простановка размеров является наиболее ответственной частью работы над чертежом, так как неправильно проставленные и лишние размеры приводят к браку, а недостаток размеров вызывает задержки производства. Ниже предложены некоторые рекомендации по нанесению размеров при выполнении чертежей деталей.
Размеры детали замеряют с помощью измерителя на чертеже общего вида сборочной единицы с учётом масштаба чертежа (с точностью 0,5мм). При замере наибольшего диаметра резьбы необходимо округлить его до ближайшего стандартного, взятого по справочнику. Например, если диаметр метрической резьбы по замеру d=5,5мм, то необходимо принять резьбу М6 (ГОСТ 8878-75).
9.3.1. Классификация размеров
Все размеры разделяются на две группы: основные (сопряжённые) и свободные.
Основные размеры входят в размерные цепи и определяют относительное положение детали в узле, они должны обеспечивать:
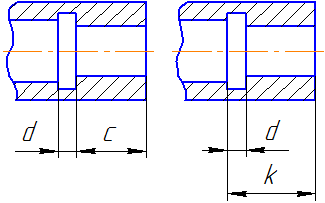
Примером могут служить размеры охватывающих и охватываемых элементов сопряжённых деталей (Рисунок 9.2). Общие соприкасающиеся поверхности двух деталей имеют одинаковый номинальный размер.
Свободные размеры в размерные цепи детали не входят. Эти размеры определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью (Рисунок 9.2).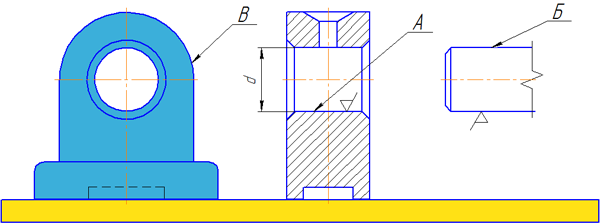
А – охватывающая поверхность; Б – охватываемая поверхность;
В — свободная поверхность; d – номинальный размер
Рисунок 9.2
9.3.2. Методы простановки размеров
Применяются следующие методы простановки размеров:
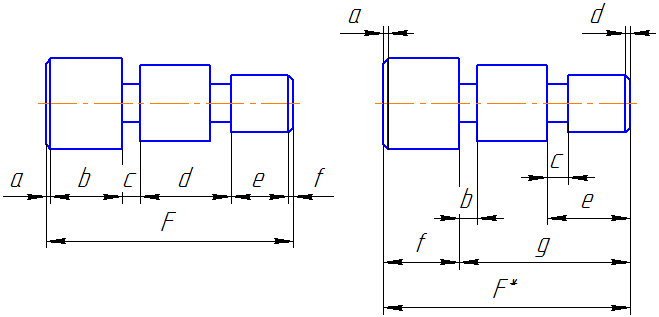
При цепном методе (Рисунок 9.3) размеры проставляются последовательно один за другим. При такой простановке размеров каждая ступень валика обрабатывается самостоятельно, и технологическая база имеет своё положение. При этом на точность выполнения размера каждого элемента детали не влияют ошибки выполнения предыдущих размеров. Однако, ошибка суммарного размера состоит из суммы ошибок всех размеров. Нанесение размеров в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров цепи указан как справочный. Справочные размеры на чертеже отмечаются знаком * и записываются на поле: «* Размеры для справок» (Рисунок 9.4).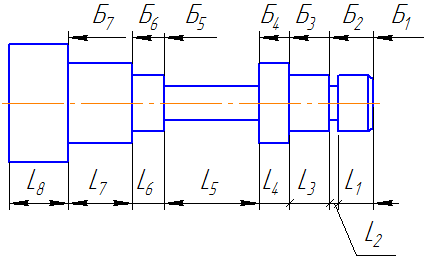
Рисунок 9.3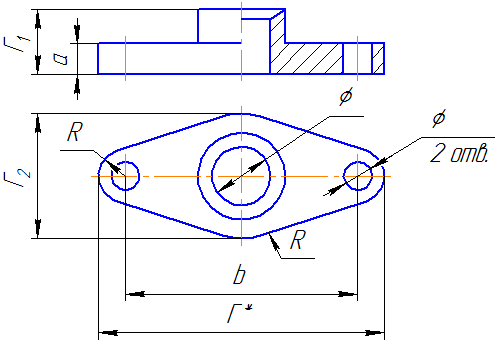
Рисунок 9.4
При координатном методе размеры проставляются от выбранных баз (Рисунок 9.5). При этом методе нет суммирования размеров и ошибок в расположении любого элемента относительно одной базы, что является его преимуществом.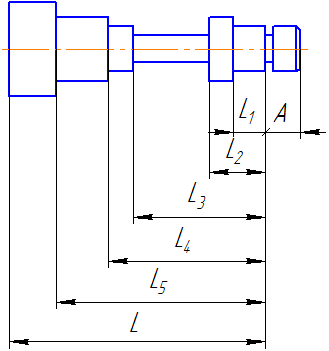
Рисунок 9.5
Комбинированный метод простановки размеров представляет собой сочетание цепного и координатного методов (Рисунок 9.6). Он применяется, когда необходима высокая точность при изготовлении отдельных элементов детали.
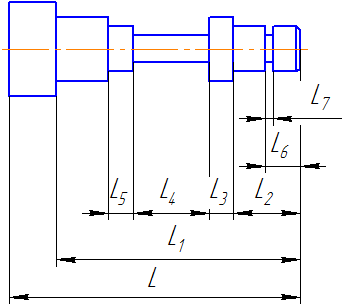
Рисунок 9.6
По своему назначению размеры подразделяются на габаритные, присоединительные, установочные и конструктивные.
Габаритные размеры определяют предельные внешние (или внутренние) очертания изделия. Они не всегда наносятся, но их часто указывают для справок, особенно для крупных литейных деталей. Габаритный размер не наносится на болтах и шпильках.
Присоединительные и установочные размеры определяют величины элементов, по которым данное изделие устанавливают на место монтажа или присоединяют к другому. К таким размерам относятся: высота центра подшипника от плоскости основания; расстояние между центрами отверстий; диаметр окружности центров (Рисунок 9.7).
Группа размеров, определяющих геометрию отдельных элементов детали предназначенных для выполнения какой-либо функции, и группа размеров на элементы детали, такие как фаски, проточки (наличие которых вызвано технологией обработки или сборки), выполняются с различной точностью, поэтому их размеры не включают в одну размерную цепь (Рисунок 9.8, а, б).
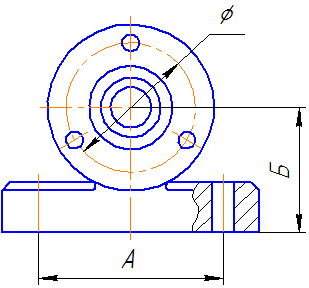
Рисунок 9.7
 | |
| Неправильно | Правильно |
 | |
| Неправильно | Правильно |
9.4 Шероховатость поверхностей
Шероховатость поверхностей регламентируется следующими стандартами:
– ГОСТ 25142 – 82. Шероховатость поверхностей. Термины и определения.
– ГОСТ 2789 – 73. Шероховатость поверхностей. Параметры и характеристики.
– ГОСТ 2.309 – 73. Обозначения шероховатости поверхностей.
Требования стандартов распространяются на поверхности изделий, изготовленных из любых материалов и любыми методами, при этом дефекты поверхности из рассмотрения исключаются.
Для оценки шероховатости поверхности стандартом установлены шесть параметров: три из них — высотные, два — шаговые, последний связан с суммарной длинной опорной поверхности. На учебных чертежах будем пользоваться двумя параметрами:
ГОСТ 2.309 – 73 определяет три знака для обозначения шероховатости
и структуру обозначения:
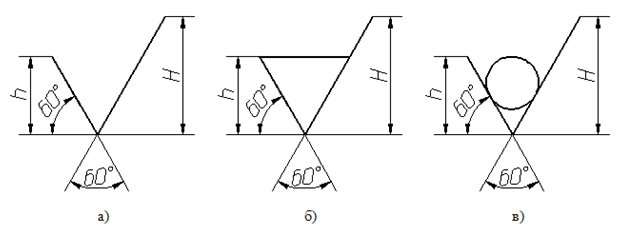
а) — способ обработки поверхности конструктором не регламентируется;
б) — поверхность образована удалением слоя материалов (механическая обработка);
в) — поверхность образована без удаления слоя материала (штамповка, гибка, литье…).
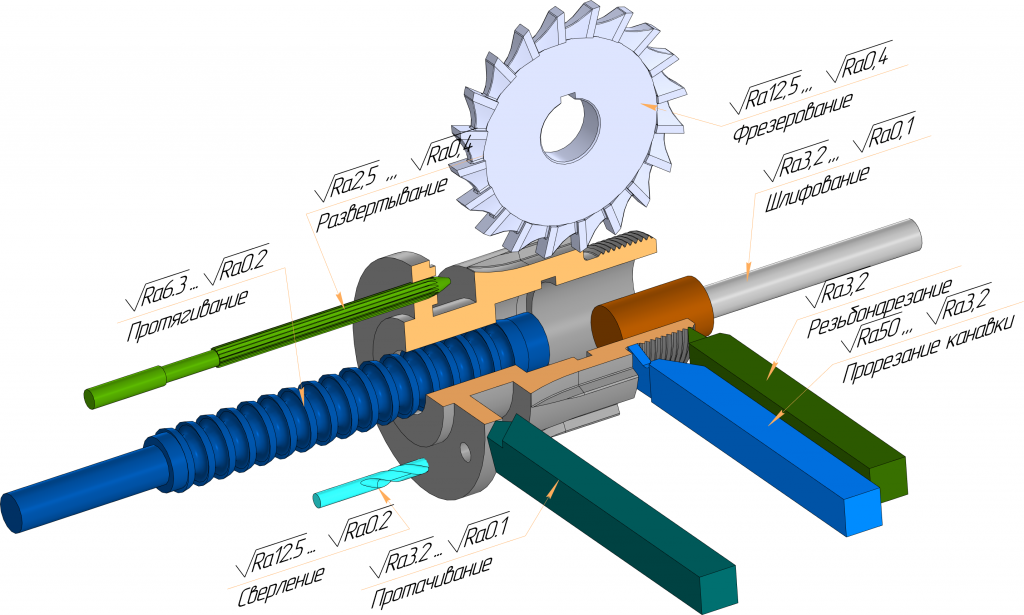
Выбор параметров шероховатости в зависимости от видов и методов обработки поверхности:
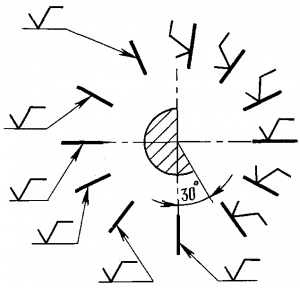
На чертежах проставляют знак шероховатости так, чтобы он был ориентирован к поверхности.
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рисунке:
9.5. Выполнение чертежа детали, имеющей форму тела вращения
Детали, имеющие форму тела вращения, в подавляющем большинстве (50-55% из числа оригинальных деталей) встречаются в машиностроении, т.к. вращательное движение – самый распространённый вид движения элементов существующих механизмов. Кроме того, такие детали технологичны. К ним относятся валы, втулки, диски и т.п. обработка таких деталей производится на токарных станках, где ось вращения расположена горизонтально.
Поэтому детали, имеющие форму тела вращения, располагают на чертежах так, чтобы ось вращения была параллельна основной надпись чертежа (штампу). Торец детали, принятый за технологическую базу для обработки, желательно располагать справа, т.е. так, как он будет расположен при обработке на станке. На рабочем чертеже втулки (Рисунок 9.9) показано выполнение детали, являющейся поверхностью вращения. Наружные и внутренние поверхности детали ограничены поверхностями вращения и плоскостями. Другим примером может быть деталь «Вал» (Рисунок 9.10), ограниченная соосными поверхностями вращения. Осевая линия параллельна основной надписи. Размеры проставлены комбинированным способом.
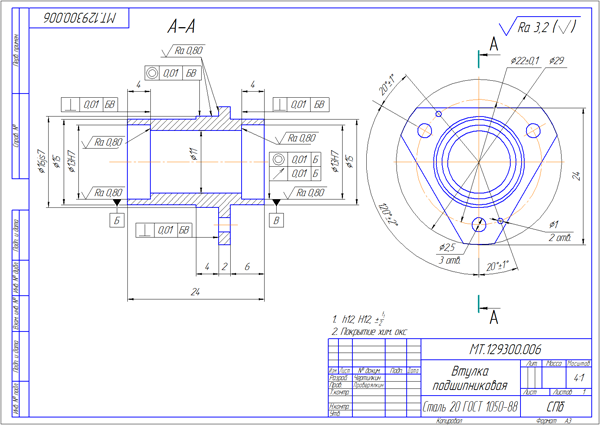
Рисунок 9.9 — Рабочий чертеж детали поверхности вращения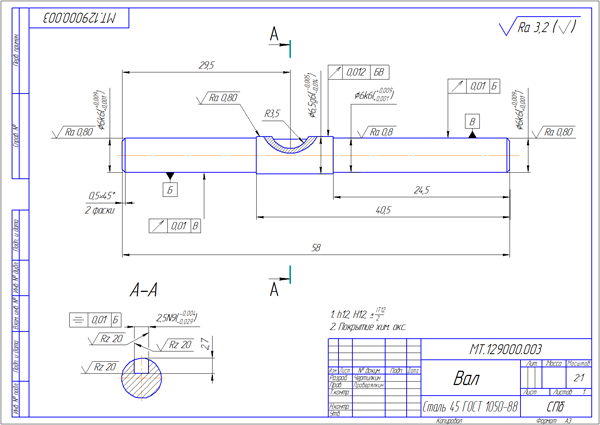
Рисунок 9.10 — Рабочий чертеж детали «Вал»
9.6. Выполнение чертежа детали изготовленной из листа
К этому виду деталей относятся прокладки, крышки, планки, клинья, плиты и т.д. Детали такой форму обрабатываются различными способами (штамповка, фрезеровка, строгание, резка ножницами). Плоские детали, изготовленные из листового материала, изображают, как правило, в одной проекции, определяющей контур детали (Рисунок 9.11). Толщина материала указывается в основной надписи, но рекомендуется указывать её повторно на изображении детали, на чертеже — s3. Если деталь гнутая, то часто на чертеже показывают развертку.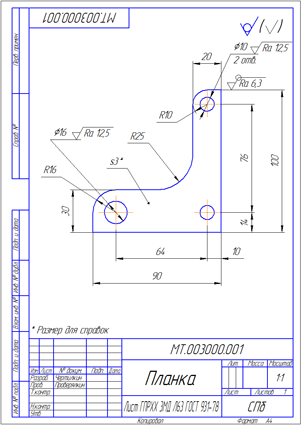
Рисунок 9.11 — Чертеж плоской детали
9.7. Выполнение чертежа детали, изготовленной литьем, с последующей механической обработкой
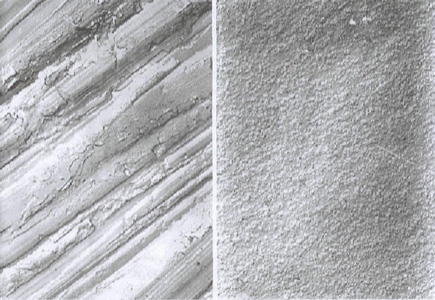
Формообразование литьем позволяет получить достаточно сложную форму детали, практически без потерь материала. Но после литья поверхность получается достаточно грубая, поэтому, рабочие поверхности требуют дополнительной механической обработки.
Таким образом получаем две группы поверхностей — литейные (черные) и обработанные после литья (чистые).
Процесс литья: в литейную форму заливается расплавленный материал, после остывания заготовка вынимается из формы, для чего, большинство поверхностей заготовки имеют литейные уклоны, а сопряжения поверхностей — литейные радиусы скруглений.
Литейные уклоны можно не изображать, а литейные радиусы должны быть изображены обязательно. Размеры литейных радиусов скруглений указывают в технических требованиях чертежа записью, например: Неуказанные литейные радиусы 1,5 мм.
Основная особенность нанесения размеров: так как есть две группы поверхностей, то есть и две группы размеров, одна связывает все черные поверхности, другая — все чистые, и по каждому координатному направлению допускается проставлять только один размер, связывающий между собой эти две группы размеров.
На рисунке 9.12 такими размерами являются: на главном изображении — размер высоты крышки — 70, на виде сверху — размер 10 (от нижнего торца детали) (выделены синим цветом).
При литье применяют литейный материал (буква Л в обозначении), обладающий повышенной текучестью, например:
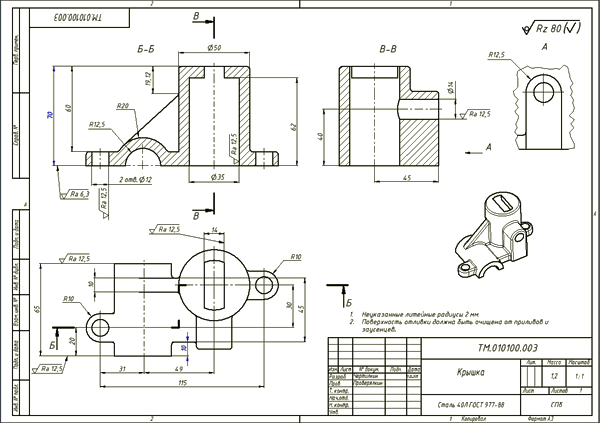
Рисунок 9.12 — Чертеж литейной детали
9.8. Выполнение чертежа пружины
На учебных чертежах рекомендуется из перечисленных пунктов указать п.п. 2,3,4,6. Выполнение диаграммы испытаний также не предусмотрено при выполнении учебного чертежа.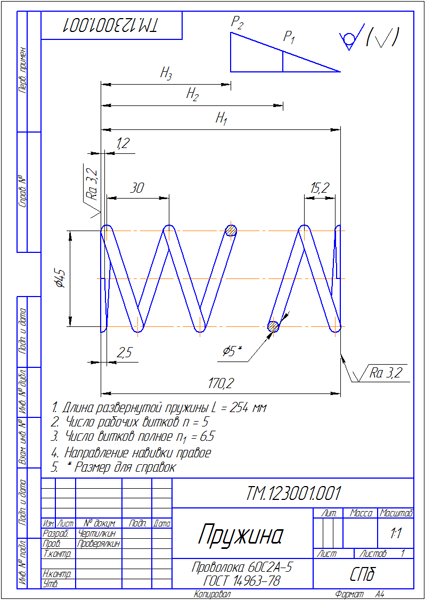
Рисунок 9.13 – Рабочий чертеж пружины
 | |
| а | б |
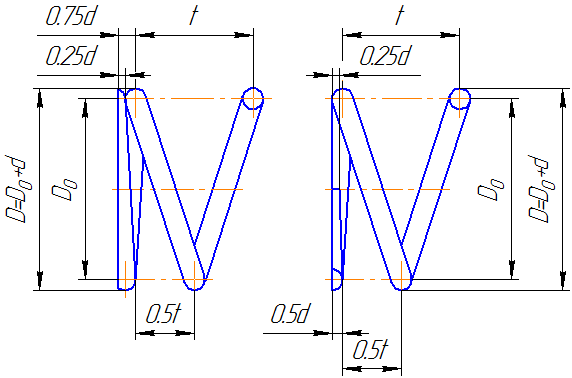
Рисунок 9.14. Изображения поджатых витков пружины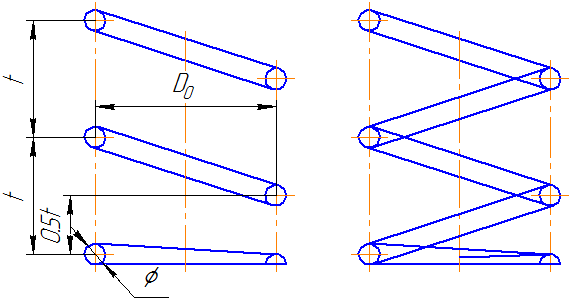
Рисунок 9.15. Последовательность построения изображения пружины
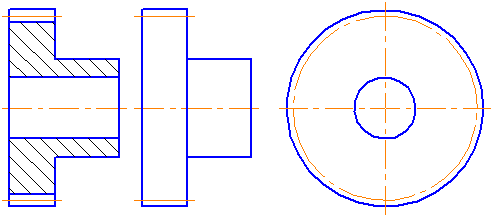
9.9. Выполнение чертежа зубчатого колеса
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
На учебных чертежах зубчатых колес:
Высота головки зуба – ha = m;
Высота ножки зуба – hf = 1,25m;
Шероховатость рабочих поверхностей зуба – Ra 0.8 [мкм];
Справа вверху листа выполняют таблицу параметров, размеры которой приведены на рисунке 9.18, часто заполняют только значение модуля, число зубьев и делительный диаметр.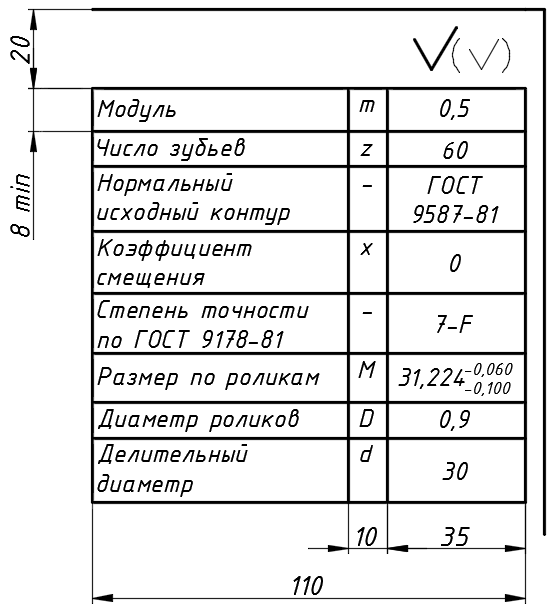
Рисунок 9.18 — Таблица параметров
Зубья колеса изображают условно, согласно ГОСТ 2.402-68 (Рисунок 9.19). Штрихпунктирная линия — делительная окружность колеса.
В разрезе зуб показывают нерассеченным.
 | ||
| а | б | в |
Рисунок 9.19 — Изображение зубчатого колеса а — в разрезе, б — на виде спереди и в — на виде слева
Шероховатость на боковую рабочую поверхность зуба на чертеже проставляют на делительной окружности.
Пример выполнения чертежа зубчатого колеса приведен на рисунке 9.20.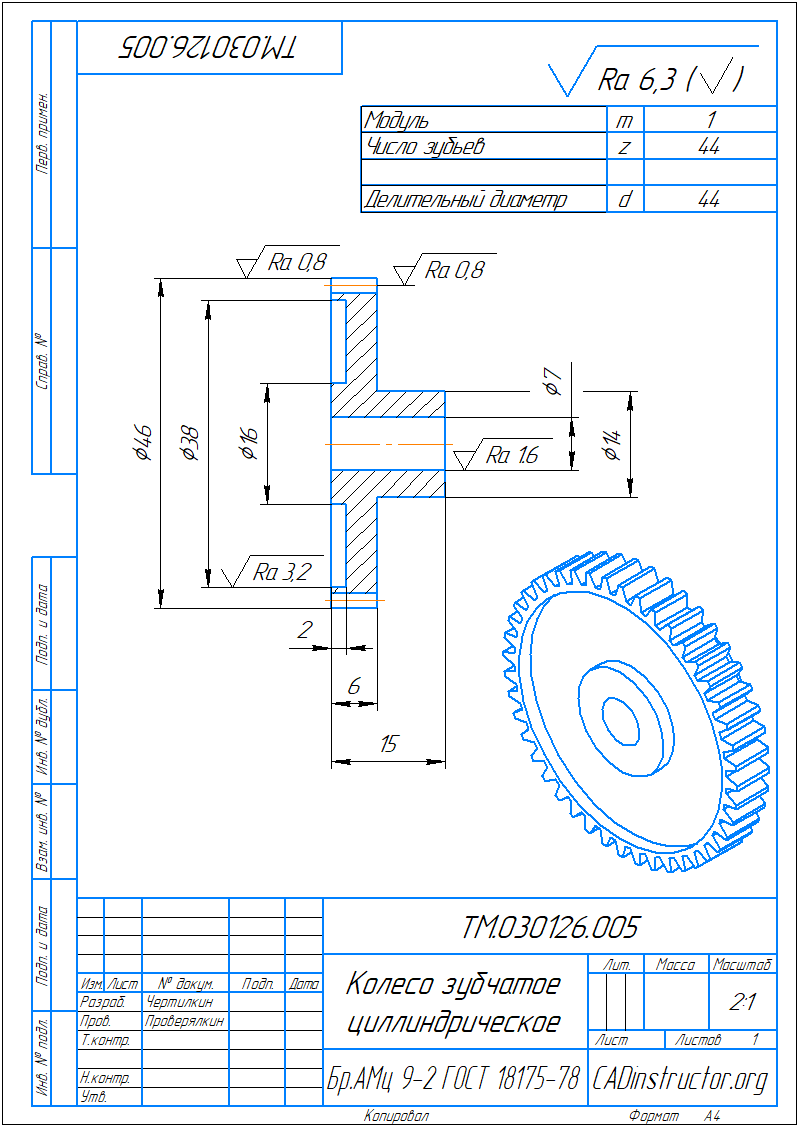
Рисунок 9.20 — Пример выполнения учебного чертежа зубчатого колеса
9.10. Последовательность чтения чертежа общего вида
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*:
На чертеже общего вида допускается не показывать:
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).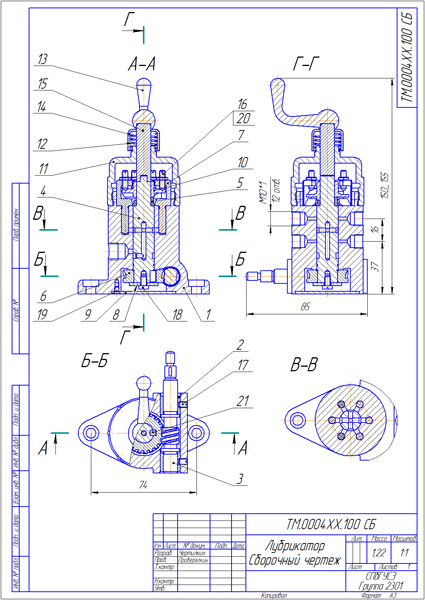
Рисунок 9.21 – Сборочный чертеж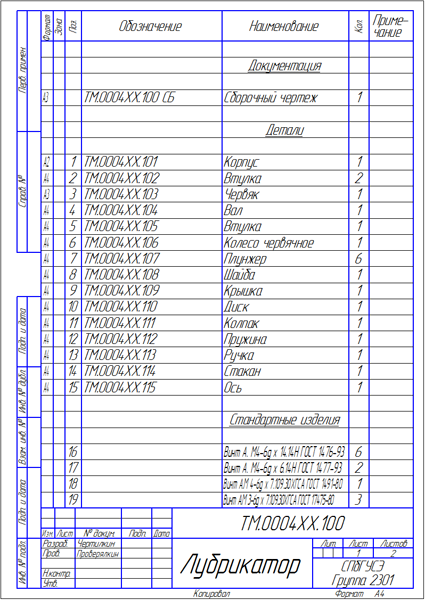
Рисунок 9.22 – Спецификация
9.11. Правила заполнения спецификации
В спецификацию для учебных сборочных чертежей, как правило, входят следующие разделы:
Название каждого раздела указывается в графе «Наименование», подчеркивается тонкой линией и выделяется пустыми строчками.
В графе «Количество» указывают количество составных частей на одно специфицируемое изделие, а в разделе «Материалы» — общее количество материалов на одно специфицируемое изделие с указанием единиц измерения — (например, 0,2 кг). Единицы измерения допускается записывать в графе «Примечание».
Как создать спецификацию в программе КОМПАС-3D, рассказано в соответствующей данной теме Лабораторной работе!
Чертёж
![]()
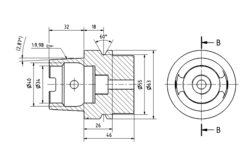

Чертёж — документ, содержащий контурное изображение изделия и другие данные, необходимые как для изготовления, контроля и идентификации изделия, так и для операций с самим документом.
Чертёж — один из видов конструкторских документов [1] и, с другой стороны, — один из видов графической модели изделия.
Основные требования к выполнению чертежей изложены в ГОСТ 2.109-73. [2]
Содержание
Форматы листа
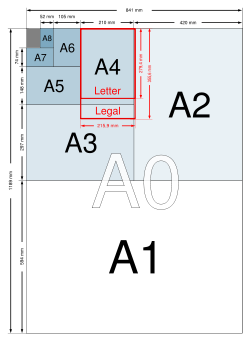
Международный стандарт размеров листов, ISO 216 (ГОСТ 2.301-68 [3] ), построен на основе немецкого стандарта размеров листов DIN 476. В стандарте ISO отношение ширины к длине листов различных форматов одинаково, и составляет  , Или примерно 1:1,4142. Базовым форматом листа является A0, площадь которого равна 1 м². Каждый из следующих форматов листов A1, A2, A3 и т. д., имеет вдвое меньшую площадь, чем предыдущий. Эти форматы по ГОСТ 2.302-68 имеют название «основные форматы».
, Или примерно 1:1,4142. Базовым форматом листа является A0, площадь которого равна 1 м². Каждый из следующих форматов листов A1, A2, A3 и т. д., имеет вдвое меньшую площадь, чем предыдущий. Эти форматы по ГОСТ 2.302-68 имеют название «основные форматы».
Основной формат — формат конструкторского документа, которому отдают предпочтение, размеры сторон которого составляют 1189×841 мм (A0) или полученный последовательным делением его на две равные части параллельно меньшей стороны до формата 297×210 мм (A4).
Дополнительный формат — формат конструкторского документа, который образуют увеличением меньшей стороны любого основного формата на величину, кратную её размеру. [3]
Масштабы
Изображение предмета на чертеже может быть выполнено в натуральную величину, уменьшенным или увеличенным. Отношение всех линейных размеров изображения предмета на чертеже к их натуральной величине называется масштабом.
ГОСТ 2.302-68 устанавливает следующий ряд масштабов изображений на чертежах:
Линии
Основными элементами любого чертежа являются линии. В зависимости от их назначения они имеют соответствующие тип и толщину. Изображение предметов на чертеже является сочетанием различных типов линий.
Типы линий, их назначение и толщина установлены ГОСТ 2.303-68 (ISO 128). Сплошная толстая основная линия принята за исходную. Толщина её S должна выбираться в пределах от 0,5 до 1,4 мм. Она выбирается в зависимости от величины и сложности изображения, формата листа и назначения чертежа. Исходя из толщины сплошной толстой основной линии выбирают толщину других линий при условии, что для каждого типа линий в пределах одного чертежа на всех изображениях она будет одинаковой.
Виды, толщины и назначения линий по ГОСТ 2.303-68:








Сплошная тонкая с изломом

Штрих-пунктирная с двумя точками тонкая
Черчение


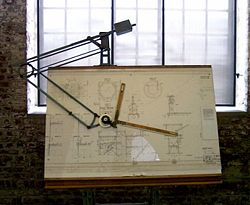
Когда изображают предметы приёмами черчения, не полагаются на один глазомер и верность руки, а пользуются разными вспомогательными инструментами. Зато от чертежа требуется точное воспроизведение размеров предмета, в определённом масштабе, вследствие чего перспективное изображение употребляется весьма редко (так как оно искажает размеры частей) и заменяется проекциями, по правилам начертательной геометрии. С развитием применений графической статики при помощи черчения стали легко и быстро решать множество численных задач, встречающихся при проектировании сооружений и машин и требующих сложных алгебраических выкладок.
Под именем «геометрическое черчение» подразумевают особый подготовительный предмет программы начальных технических училищ: чтобы приступить к изучению искусства черчения ученикам показывают приёмы употребления чертёжных инструментов и заставляют решать на бумаге разные геометрические задачи. Начиная с действительно нужных, как проведение параллельных и перпендикулярных прямых, деления прямых и углов на равные части, построения фигур в разных масштабах, доходят до решения довольно сложных частных задач и построения разных плоских кривых и правильных узоров, выбранных лишь с целью «набить руку» и достигнуть некоторой степени геометрического «развития». Затем уже переходят к «проекционному черчению»: практическому изучению начертательной геометрии и разных систем проекций, на ней основанных. Эти научные основы черчения разрабатываются дальше сообразно специальностям, требующим разнообразных результатов, достигаемых особыми приёмами и навыками. Черчение географических и топографических карт, ситуационных и межевых планов требует соблюдения большой точности в размерах и раскрашивания условными красками и приёмами. Архитектурное черчение пользуется другими условными обозначениями и приёмами, но тоже требует точного соблюдения размеров, так как их определяют при пользовании планом непосредственным измерением при помощи циркуля и масштаба. В заводских чертежах, даваемых в руки рабочим-исполнителям, большей частью допускается более грубое исполнение, потому что главные размеры обыкновенно надписываются, а самые чертежи часто исполняются в натуральную величину.
В старину было принято тщательно отделывать все инженерные, архитектурные и машиностроительные чертежи: вычерчивать тонкими линиями, тщательно раскрашивать и даже оттенять округлые поверхности размыванием туши.
В архитектуре
Чертёжные инструменты
Некоторые современные инструменты:


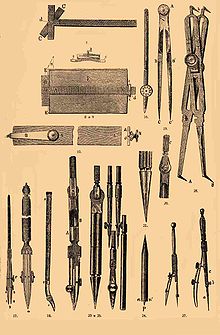
Для проведения прямых служат чертёжные линейки, угольники и рейсшины или винкели; успех работы зависит от правильности, исправности и целесообразного устройства этих приспособлений. Лучшим материалом служит прямослойное грушевое дерево, но немногие мастера умеют так его выбирать и обрабатывать, чтобы оно впоследствии не изменяло своей формы. Лучшие линейки получаются из Парижа, с клеймами H. Oliverau, Hudelo и E. S. с изображением циркуля, треугольника и транспортира; немецкие изделия не уступают этим в тщательности отделки, но скоро искривляются при работе. Толщина должна быть около 2 мм; направляет собственно верхнее ребро, так как черту всегда проводят немного отступив от линейки; поэтому при очень толстой линейке черта легко выходит волнистой вследствие небольших изменений наклона карандаша, а при очень тонкой тушь легко может пристать к дереву и произвести кляксу. Угольники делают вырезанными из дощечки, а очень большие в виде рамки. Вследствие усыхания дерева, гипотенуза треугольников, вырезанных из сплошной доски, не может сохранить своей первоначальной прямизны, и поэтому надёжнее пользоваться одними катетами, когда это возможно. Используются углы в 45, 60 и 30°, но обычно острые углы делают наугад. Медные вставки не приносят никакой пользы, так как не прочны. О правильности линейки можно судить глазом, визируя против света вдоль её ребра; ещё точнее можно проверить три линейки: они не должны пропускать света, когда их накладывают рёбрами попарно, одна на другую. Совпадение же рёбер только двух линеек может произойти, если они представляют выпуклую и вогнутую дугу одного и того же круга. Маленькие неточности линеек можно исправлять, притирая ребро на листе мелкой стеклянной бумаги, положенном на плоскую доску, а грубые выбоины сострагивают хорошим фуганком, очень остро выточенным, удобнее всего на «стусле». Для проведения параллельных линий приходится заставлять угольник скользить по неподвижной линейке, удобнее для этого «рейсшина»: её поперечная часть толще продольной и скользит по краю чертёжной доски. Обыкновенно приходится проводить много горизонтальных и вертикальных линий; если кромки доски аккуратно под прямым углом, можно ими пользоваться при неподвижной поперечной части рейсшины; для наклонных, половину этой части можно поворачивать и закреплять винтом. На фиг. 8 таблицы представлена доска F с рейсшиной АА’, которой поперечная часть B скользит по фальцу в кромке ЕЕ доски, в то время как на правую кромку опирается пружина cc хомутика d. Такое приспособление особенно удобно для Ч. на сильно наклонной доске; для вертикальных линий ставят угольник u (изображённый пунктиром на фиг. 8). Из этой фигуры ясно, что поперечина B должна быть заподлицо с поверхностью доски, а линейка АА’ выше, иначе нельзя будет подводить угольник близко к левому краю в удобном для черчения положении. Существует много конструкций, позволяющих изменять угол винкеля на желаемое число градусов, исправлять его положение микрометрическим винтом и т. п. Почти все это оказалось неудобным или непрочным. При вычерчивании зубчатых колёс и т. п. фигур приходится проводить много прямых, сходящихся в одной точке: можно просто вколоть в это место булавку, такой же толщины, как острие карандаша, и прикладывать к ней один конец линейки; удобнее «эксцентрическая линейка» АА. У одного конца поворачивается и закрепляется винтом N медный рычажок B, снабжённый иглой O, которую можно отвернуть сколько угодно и заставить край линейки направиться через центр или проходить на определённом расстоянии от него.
Криволинейные линейки называются лекалами; их обыкновенно вырезывают из грушевого дерева и придают очень фантастические формы, причём, однако, в одном лекале соединяют обыкновенно части однородных геометрически кривых. Изготовляют и систематические подборы для употребительных кривых, например для параболы. Лекалами пользуются для Ч. кривых по точкам. Когда кривизна плавная, можно изогнуть упругую стальную полоску так, чтобы она проходила через заданные точки и обвести по её краю; для успеха полоску приходится придерживать помощнику или прижимать особыми грузами. Для дуг круга очень большого радиуса существуют особые механизмы Чебышева и князя Гагарина, изгибающие упругую полосу по заданному радиусу. Опытный чертёжник очень скоро делает штриховку параллельными линиями, передвигая угольник по рейсшине от руки, не нуждаясь для этого в особых приспособлениях, которые существуют в большом числе. Самое простое изображено на фиг. 13 таблицы: угольник B может скользить по вырезу ab линейки A. Придвинув его к a, проводят черту, придвинув к b, проводят вторую; затем, придержав B, передвигают A вправо, и повторяют прежнее. Многие изобретатели старались с большим или меньшим успехом сделать расстояния между штрихами переменными. Кроме дерева, угольники делают из рогового каучука и из целлулоида. Каучук менее изменчив, чем дерево, он коробится лишь от довольно сильного нагревания, но он чёрен, грязи и пятен от туши на нём не видно, и поэтому он легко грязнит бумагу. Целлулоид, может быть, окажется удобен, так как в последние годы ему успели придать большую прочность и меньшую возгораемость. Металлические линейки слишком тяжелы, а медные к тому ещё сами марают бумагу; стальные употребляются только для обрезки готовых чертежей.
Главным орудием чертёжника служит чертёжное перо или «рейсфедер». Он состоит из двух пружинящих створок aa, винта с и ручки b, между створками жидкая тушь держится вследствие капиллярности; если обе створки хорошо прилегают к бумаге, то тушь пристаёт к ней между ними, черта выходит резко ограниченная. Новейший тип, изготовляемый Керном и Гизи в Швейцарии, а также Герлахом в Варшаве, короче и крепче, чтобы устранить суживание щели от надавливания на линейку; он вытачивается из одного куска, снабжается продольным прорезом и винтом a для укрепления в ручке. Для тонких линий концы закругляют острее, а для толстых — тупее, чтобы между широкими створками держалось побольше чернил. В старину делали одну створку на шарнире, чтобы удобнее чистить, но шарнир очень скоро расшатывается, а вычистить и так не трудно бумажкой, смочив рейсфедер в воде. Линии толще 1 мм трудно провести сразу, обыкновенно проводят много лишь тонких линий. Поэтому для хорошего рейсфедера нужны следующие качества: обе его створки должны прикасаться одновременно к бумаге; когда черта проводится на удобном расстоянии от линейки, края створок должны быть гладки и тонки, но не резать бумаги. К ширине щели прибавляется и ширина прикасающихся краёв створок, так что для тонкой черты они должны быть тонки, но не остры. Щель между створками клинообразна, а сбоку они заточены округло, значит, черта будет выходить тоньше, когда рейсфедер держат вертикально, и тем шире, чем он наклоннее. Но по устройству руки человеческой наклон этот сам собой меняется, когда ведут длинную черту, и чертёжнику надо много навыка, чтобы избежать этого недостатка. Поэтому самые кончики должны быть изнутри немного отогнуты, чтобы при обычной ширине черты их внутренние поверхности были близки к параллельности. Несознательное соблюдение этого условия и делает то, что иной рейсфедер работает лучше других. От употребления рейсфедеры скоро тупятся, но чертёжник легко может исправлять их сам; для литографов концы створок закаливают, в таком случае их надо притачивать на бруске, а обыкновенным, мягким можно возвратить прежнюю форму мелким напилком. Сначала, свинтив створки до взаимного прикосновения, кончики обтачивают с боков, не обращая внимания на то, что края становятся толще. Сделав это, рейсфедер раскрывают на обычную ширину и удостоверяются, что обе створки прикасаются, когда черта проводится на удобном расстоянии от линейки. После этого можно восстановить параллелизм внутренних поверхностей створок у самого конца для наибольшего их сближения и тщательно их сгладить наждачной бумагой. Если при этом слишком округлятся края с внутренней стороны, их следует снова подточить по бокам. Тогда надо внимательно подточить створки снаружи, пока их кромки не станут почти остры. Чтобы они не резали бумагу, надо взять кусочек самой мелкой наждачной бумаги, положить его на довольно мягкую подкладку, например на толстую пропускную бумагу, и провести по ней раскрытым рейсфедером раза два, намеренно много меняя его наклон по ту и другую сторону вертикальной линии. Неровности краёв сгладятся, и рейсфедер станет чертить чисто и мягко. Если он ещё режет бумагу, надо повторить приём, но осторожно, а то внутренние края слишком округлятся и тонкие черты нельзя будет проводить. Для быстрой установки на заданную толщину черты удобен «калиберный» рейсфедер; для толстых линий — двойные рейсфедеры: можно запустить тушь в концы 1 и 3 рейсфедеров a и b и, проведя сразу двойную черту, заполнить промежуток между ними кисточкой, или же, сблизив винтом Роба концы, ввести тушь и в промежуток 2. При этом для очень широких линий туши не хватает, и легко сделать кляксу. Для облегчения черчения по лекалам рейсфедер делают искривлённым; когда гайка A отпущена, он поворачивается около оси ручки, в B. Для пунктирных линий придумано много приспособлений, но все они не годятся или работают слишком медленно.
Классический «циркуль» сильно изменился в последнее время. Форма его головки A не особенно удобна для поворачивания, а стальные концы CB и C1B1 своими острыми рёбрами размалывают центры в бумаге. Поэтому к шарниру стали приделывать цилиндрическую державку, а кончики стали делать коническими. Для удобства установки в «волосном» циркуле одну ножку AC1 укрепляют на пружине, сгибаемой винтом B до положения C. Трёхконечный циркуль употребляется редко, хотя он довольно удобен для перечерчивания небольших чертежей: две ножки остаются неизменными, а третью ставят в переносимую точку чертежа, когда первые две воткнуты на старых местах. Круговой циркуль нового типа, с переменными ножками, трубчатого типа и вставки держатся одним трением. Для центра вставляется особая булавка, изображённая в увеличенном виде на фиг. 24 таблицы: заплечико m и мешает острию рейсфедера рвать и растирать бумагу. В другую ножку можно вставлять карандаш, или рейсфедер, или же удлиняющее колено для тех же принадлежностей. Круговой рейсфедер снабжается шарниром, чтобы его можно было устанавливать под тем же углом наклона к бумаге при разных раскрытиях циркуля. Делают и складные, карманные циркули; на фиг. 26 таблицы изображён «русский циркуль», как его называют французы. Для очень маленьких кружков приходится употреблять «кронциркуль»; его делают и с карандашной трубкой. При снимании копии чертежа в изменённом масштабе удобен пропорциональный циркуль. У него концы Aa и Bb загнуты вбок; этим достигается вертикальность накола и неизменяемость отношения плеч, когда приходится подтачивать концы. Ящик с чертёжными инструментами носит название «готовальни».
