КЛАССИФИКАЦИЯ ДЕФЕКТОВ ДЕТАЛЕЙ




![]()
![]()
Дефект — это каждое отдельное несоответствие продукции требованиям нормативной документации. По последствиям дефекты подразделяют на критические, значительные и малозначительные. Критический дефект — это дефект, при котором использование продукции по назначению практически невозможно или исключается в соответствии с требованиями техники безопасности. Значительный дефект — это дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим. Малозначительный дефект — это дефект, который не оказывает существенного влияния на использование продукции по назначению и на ее долговечность.
По месту расположения все дефекты подразделяют на наружные и внутренние. Наружные дефекты, такие как деформация, поломки, изменение геометрической формы и размеров, легко выявляют визуально или в результате несложных измерений. Внутренние дефекты, такие как усталостные трещины, трещины термической усталости и т. п., выявляют различными методами структуроскопии деталей. К методам структуроскопии относят магнитодефектоскопию, рентгеноскопию, ультразвуковую дефектоскопию и другие методы. Таким образом, в процессе структуроскопии деталей выполняется комплекс работ, состоящий в выявлении и характеристике дефектов, имеющихся в деталях.
Дефекты по возможности исправления классифицируют на исправимые и неисправимые. Исправимые дефекты — это дефекты, устранение которых технически возможно и экономически целесообразно. К ним относят такие дефекты, как деформации, вмятины, обломы, износ поверхностей, задиры и другие дефекты, не ведущие к полной утрате работоспособности детали. Неисправимые дефекты — это дефекты, устранение которых технически невозможно или экономически нецелесообразно.
По причинам возникновения дефекты подразделяют на три класса: конструктивные, производственные, эксплуатационные.
Производственные дефекты — это дефекты, выражающиеся в несоответствии требованиям нормативной документации на изготовление (ремонт) или поставку продукции. Такого рода дефекты возникают, в результате нарушения технологического процесса при изготовлении или восстановлении деталей.
Производственные дефекты подразделяют на шесть групп.
Первая группа — дефекты плавления и литья. К ним относятся: отклонения химического состава от заданного, ликвация, газовые поры, земляные и шлаковые включения, усадочные раковины, спаи, горячие и холодные трещины и др.
Вторая группа — дефекты, возникающие при обработке давлением. К ним относятся: поверхностные и внутренние трещины, разрывы, риски, волосовины, закаты, плены, расслоения, флокены, зажимы и т. д.
Третья группа — дефекты термической, химико-термической и электрохимической обработки. В эту группу входят: термические трещины, обезуглероживание, науглероживание, водородные трещины, перегрев, пережог, трещины отслаивания и др.
Четвертая группа — дефекты механической обработки. К этой группе относятся: отделочные трещины, прижоги, шлифовочные трещины, нарушение герметических размеров.
Пятая группа — дефекты, возникающие при правке, монтаже и демонтаже. К ним относятся: рихтовочные и монтажные трещины, погнутость, обломы резьбы, нарушение посадок.
Шестая группа — дефекты соединения металлов сваркой и наплавкой. В эту группу входят: раковины, поры, шлаковые включения, перегрев, изменение размеров зерна, горячие и холодные трещины, непровар, неполное заполнение шва, нахлест, смещение кромок шва, непропаивание, непроклеивание, отслоение и др.
Эксплуатационные дефекты — это дефекты, которые возникают в результате износа, усталости, коррозии и неправильной эксплуатации. В процессе эксплуатации наибольший процент отказов возникает в результате изнашивания деталей. Изнашивание — это процесс постепенного изменения размеров и формы тела при трении, проявляющийся в отделении с поверхности трения материала и в его остаточной деформации. Изнашивание деталей зависит от ряда факторов, в частности от условий трения. В зависимости от наличия между трущимися телами смазки различают сухое, граничное и жидкостное трение.

Учитывая, что каждому классу деталей присущи конструктивные особенности и определенные условия эксплуатации, можно ориентировочно установить характерные дефекты деталей каждого класса. В табл. 2.1 приведены примеры вышеуказанной классификации.
Нормативно-техническая, конструкторская, технологическая, эксплуатационная и ремонтная документация стандартизована и является единой для всех предприятий и организаций независимо от их подчиненности и принадлежности к отрасли. Это — «Единая система конструкторской документации» (ЕСКД), «Единая система технологической документации» (ЕСТД), «Единая система технологической подготовки производства» (ЕСТПП).
Таблица 2.1. Характерные дефекты деталей различных классов
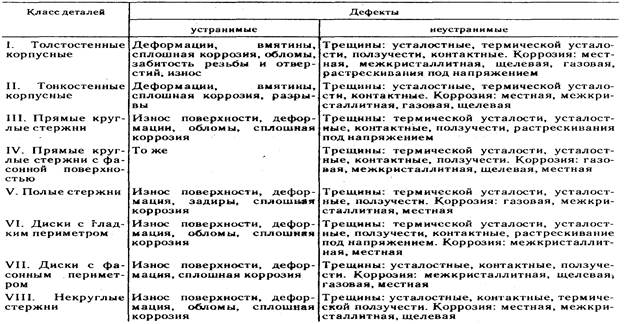
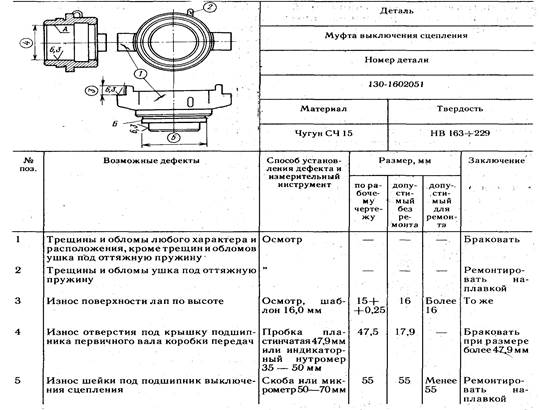
Таблица 2.2.Карта дефектации
Стандартизованные документы на проведение технического контроля предусматривают порядок составления операционных карт технического контроля и ведомостей операционного контроля.
Технические условия (ТУ) на контроль и сортировку деталей в условиях авторемонтного производства разрабатываются на основании анализа условий работы детали, физико-механических свойств, перечня возможных дефектов и др. Они составляются в виде карт (табл. 2.2), которые по каждой детали в отдельности содержат следующую информацию: наименование детали и номер по каталогу, перечень дефектов, способы их выявления и рекомендуемые способы устранения, эскиз с указанием мест расположения дефектов, размеры детали, материал, твердость.
Техническое состояние машин и агрегатов
К возникновению дефектов приводят ошибки конструирования, нарушения технологического процесса производства, технического обслуживания и ремонта автомобилей, а также эксплуатация.
Дефект — каждое отдельное несоответствие продукции требованиям, определенным нормативной документацией.
Дефекты деталей по месту расположения можно подразделить на:
Местонахождение дефекта может быть:
По возможности исправления дефекты классифицируют на:
Устраняемый дефект технически потенциально возможно и экономически разумно исправить. В противном случае это неустраняемый дефект.
По отражению в нормативной документации дефекты делят на:
Скрытый дефект — дефект, для обнаружения которого в нормативной документации не предусмотрены необходимые правила, методы и средства контроля. В противоположном случае это явный дефект.
По причинам возникновения дефекты подразделяют на:
Конструктивные дефекты — это несоответствие требованиям технического задания или определенным правилам разработки (модернизации) продукции. Причины таких дефектов:
Эти дефекты являются следствием несовершенства конструкции и ошибок конструирования.
Производственные дефекты — несоответствие требованиям нормативной документации на изготовление, ремонт или поставку продукции. Они появляются в результате:
Эксплуатационные дефекты — это дефекты, которые появляются в результате:
Наиболее часто встречаются следующие эксплуатационные дефекты:
Возникающие у сборочных единиц дефекты делятся на:
Потеря жесткости появляется в результате ослабления резьбовых и заклепочных соединений.
Нарушение контакта — это результат уменьшения площади прилегания поверхностей у соединяемых деталей, вследствие чего прослеживается потеря герметичности соединений и повышение ударных нагрузок. Нарушение посадки деталей порождается увеличением зазора или снижением натяга.
Нарушение размерных цепей происходит по причине изменения соосности, перпендикулярности, параллельности и т.д., что приводит к нагреву деталей, росту нагрузки, видоизменению геометрической формы, деструкции деталей.
Возникающие у деталей в целом дефекты бывают следующие:
Нарушения целостности (механические повреждения) деталей возникают из-за:
Несоответствие формы (деформации) может появиться у деталей, если на деталь действуют динамические нагрузки. Дефекты, возникающие у отдельных поверхностей:
Изменение размеров и формы (нецилиндричность, неплоскостность и т.д.) поверхностей деталей происходит в результате их изнашивания.
Изменение взаимного расположения поверхностей (неперпендикулярность, несоосность и т.д.) происходит:
Физико-механические свойства материала поверхностей деталей трансформируются по причине нагрева их в процессе работы или износа упрочненного поверхностного слоя и проявляется в снижении твердости.
Нарушение целостности поверхностей деталей происходит под воздействием коррозионными, эрозионными или кавитационными поражениями.
Коррозионные повреждения (сплошные окисные пленки, пятна, раковины и т.д.) появляются вследствие химического или электрохимического взаимодействия металла детали с коррозионной средой.
Чаще всего в реальных условиях мы имеем сочетания дефектов. Большое значение имеют размеры дефектов при выборе способа и технологии восстановления.
Величина дефектов — количественная характеристика отклонения фактических размеров и (или) формы деталей и их поверхностей от номинальных значений. Выделяется три группы размеров дефектов:
Классификация дефектов. Методы, средства и последовательность дефектации
Дефект — это каждое отдельное несоответствие продукции требованиям нормативной документации. По последствиям дефекты подразделяют на критические, значительные и малозначительные.
Критический дефект— это дефект, при котором использование продукции по назначению практически невозможно или исключается в соответствии с требованиями техники безопасности.
Значительный дефект — это дефект, который существенно влияет на использование продукции по назначению и (или) на ее долговечность, но не является критическим.
Малозначительный дефект — это дефект, который не оказывает существенного влияния на использование продукции по назначению и на ее долговечность. По месту расположения все дефекты подразделяют на наружные и внутренние. Наружные дефекты, такие как деформация, поломки, изменение геометрической формы и размеров, легко выявляют визуально или в результате несложных измерений. Внутренние дефекты, такие как усталостные трещины, трещины термической усталости и т. п., выявляют различными методами структуроскопии деталей. К методам структуроскопии относят магнитодефектоскопию, рентгеноскопию, ультразвуковую дефектоскопию и другие методы. Таким образом, в процессе структуроскопии деталей выполняется комплекс работ, состоящий в выявлении и характеристике дефектов, имеющихся в деталях. Дефекты по возможности исправления классифицируют на исправимые и неисправимые.
Исправимые дефекты — это дефекты, устранение которых технически возможно и экономически целесообразно. К ним относят такие дефекты, как деформации, вмятины, обломы, износ поверхностей, задиры и другие дефекты, не ведущие к полной утрате работоспособности детали.
Неисправимые дефекты — это дефекты, устранение которых технически невозможно или экономически нецелесообразно. По причинам возникновения дефекты подразделяют на три класса: конструктивные, производственные, эксплуатационные.
Конструктивные дефекты — это дефекты, выражающиеся в несоответствий требованиям технологического задания или установленных правил разработки (модернизации) продукции. Причины таких дефектов могут быть весьма различны: ошибочный выбор материала изделия, неверное определение, размеров деталей, режима термической обработки и т. д. Эти дефекты являются следствием несовершенства конструкции и ошибок конструирования.
Производственные дефекты — это дефекты, выражающиеся в несоответствии требованиям нормативной документации на изготовление (ремонт) или поставку продукции. Такого рода дефекты возникают, в результате нарушения технологического процесса при изготовлении или восстановлении деталей. Производственные дефекты подразделяют на шесть групп:
Первая группа — дефекты плавления и литья. К ним относятся: отклонения химического состава от заданного, ликвация, газовые поры, земляные и шлаковые включения, усадочные раковины, спаи, горячие и холодные трещины и др.
Вторая группа — дефекты, возникающие при обработке давлением. К ним относятся: поверхностные и внутренние трещины, разрывы, риски, волосовины, закаты, плены, расслоения, флокены, зажимы и т. д.
Третья группа — дефекты термической, химикотермической и электрохимической обработки. В эту группу входят: термические трещины, обезуглероживание, науглероживание, водородные трещины, перегрев, пережог, трещины отслаивания и др.
Четвертая группа — дефекты механической обработки. К этой группе относятся: отделочные трещины, прижоги, шлифовочные трещины, нарушение герметических размеров.
Пятая группа — дефекты, возникающие при правке, монтаже и демонтаже. К ним относятся: рихтовочные и монтажные трещины, погнутость, обломы резьбы, нарушение посадок.
Шестая группа — дефекты соединения металлов сваркой и наплавкой. В эту группу входят: раковины, поры, шлаковые включения, перегрев, изменение размеров зерна, горячие и холодные трещины, непровар, неполное заполнение шва, нахлест, смещение кромок шва, непропаивание, непроклеивание, отслоение и др.
Эксплуатационные дефекты — это дефекты, которые возникают в результате износа, усталости, коррозии и неправильной эксплуатации. В процессе эксплуатации наибольший процент отказов возникает в результате изнашивания деталей.
Изнашивание— это процесс постепенного изменения размеров и формы тела при трении, проявляющийся в отделении с поверхности трения материала и в его остаточной деформации. Изнашивание деталей зависит от ряда факторов, в частности от условий трения. В зависимости от наличия между трущимися телами смазки различают сухое, граничное и жидкостное трение. Учитывая, что каждому классу деталей присущи конструктивные особенности и определенные условия эксплуатации, можно ориентировочно установить характерные дефекты деталей каждого класса.
Техническое состояние деталей определяют внешним осмотром, остукиванием, измерением размеров, проверкой с помощью универсальных инструментов, специальных шаблонов, приборов, приспособлений и стендов.
При осмотре выявляют наружные повреждения деталей, деформации, трещины, задиры, обломы, прогар, раковины, коррозию, негерметичность и др.
Остукиванием определяют состояние неподвижных соединений (ослабление посадок заклепок, штифтов, шпилек, колец), наличие трещин в корпусных деталях. При легком простукивании плотно сидящие и неподвижные детали издают звонкий металлический звук, а в случае наличия трещин или слабой посадки — дребезжащий, глухой.
С помощью универсальных измерительных средств определяют фактические размеры, отклонения от размеров, формы, взаимного расположения конструктивных элементов детали. В соединениях измеряют величину зазора. Для определения геометрических параметров деталей используют штангенциркули, микрометры, индикаторные нутромеры, штангензубомеры и др. Порядок измерения, применяемый инструмент, приспособления, место замеров указываются в соответствующих технологических картах.
С целью повышения производительности и упрощения контроля и сортировки деталей в специализированном ремонтном производстве применяют дефектовочные калибры (жесткий предельный инструмент) и шаблоны. Шаблоны изготавливают по принципу однопредельных скоб.
Погнутость, скрученность, биение и коробление поверхностей деталей определяют при помощи специальных приспособлений и устройств. Для этой цели используют поверочные плиты; универсальные штативы с индикаторами часового типа, специальные призмы и центры, линейки, угольники, щупы.
Скрытые дефекты деталей (трещины, раковины и др.) выявляют пневматическим, гидравлическим, магнитным, капиллярным и ультразвуковым методами.
Пневматический метод применяют для проверки герметичности радиаторов, топливных баков, топливопроводов, резиновых камер и т. д. Деталь погружают в ванну с водой. Если она имеет больше одного отверстия, то остальные закрывают пробками, а в оставшиеся подают воздух. По пузырькам выходящего воздуха определяют место дефекта.
Гидравлическим методом на специальных стендах проверяют герметичность рубашек блоков, головок цилиндров, всасывающих труб двигателей и т. д. Деталь устанавливают на стенд, отверстия закрывают специальными заглушками с прокладками, внутреннюю полость заполняют водой и создают определенное давление. Подтекание воды укажет место трещины. Гидравлический метод применяют также при проверке плунжерных пар, нагнетательных клапанов топливных насосов высокого давления, форсунок и топливопроводов после ремонта.
Магнитную дефектоскопию применяют для обнаружения скрытых трещин, пор, шлаковых включений в деталях, изготовленных из ферромагнитных материалов. Метод основан на появлении магнитного поля рассеивания в зоне расположения дефекта при прохождении магнитно-силовых линий через деталь. Намагничивание производится пропусканием электрического тока через деталь. Перед намагничиванием деталь посыпают ферромагнитным порошком или поливают суспензией, состоящей из трансформаторного масла (40%), керосина (60%) с добавлением 50 г/л магнитного порошка. Частицы порошка концентрируются по краям дефекта, как у полюсов магнита, и указывают место его расположения и конфигурацию.
Капиллярные методы позволяют выявить нарушения сплошности (трещины, поры и т. п.) у деталей, изготовленных из ферромагнитных и немагнитных материалов. Они основаны на способности некоторых жидкостей проникать в мельчайшие поверхностные нарушения сплошности. К этим методам относится люминесцентная и цветная дефектоскопии.
Простейший из капиллярных методов — цветная дефектоскопия. Проникающую жидкость (керосин — 65%, трансформаторное масло — 30%, скипидар — 5%) окрашивают в красный цвет (добавляется судан, 10 г/л). Ее наносят на обезжиренную поверхность и через 5-10 мин деталь протирают. Для проявления трещины используют раствор масла, который наносят на проверяемую поверхность. По мере высыхания на белой поверхности появляется узор, показывающий расположение дефекта.
Дефект
Различаются также дефекты по уровню значимости, и бывают малозначительными, когда продукция сохраняет все свои технические характеристики и качества, теряя при этом, в какой-то степени, товарный вид. Значительный дефект уже оказывает существенное влияние на срок службы изделия и использование его по прямому назначению. Критический же дефект делает дальнейшее использование продукции не только невозможным, но и недопустимым.
Подразделяются дефекты и по уровням экономической целесообразности: на устранимые, когда имеется техническая возможность исправить дефект при малых экономических затратах; и неустранимые, когда нет технической возможности, либо такое исправление нецелесообразно по экономическим показателям.
 Дефект в виде трещины сварного шва
Дефект в виде трещины сварного шва
Кроме того, дефекты подразделяются на производственно-технологические и эксплуатационные.
Производственно-технологические дефекты могут быть внесены в изделие или конструкцию в процессе проектирования при недостаточном или небрежном проведении расчётов, недооценке предстоящих нагрузок и недостаточном запасе прочности изделия.
В процессе монтажа строительных конструкций, сборке и наладке станков, при производстве сварочных работ и т.д. также могут быть допущены дефекты. Они обусловливаются низкой квалификацией персонала, отступлением от требований технологической документации, несоответствием технических характеристик сырья и др.
Эксплуатационные дефекты образуются в результате естественного износа изделия, нарушения правил его эксплуатации, транспортировки и хранения. Проявляются такие дефекты в виде:
Большинство различных дефектов поддаётся выявлению средствами неразрушающего контроля, которыми оснащаются лаборатории многих предприятий.
Что такое эксплуатационные дефекты
Управление качеством продукции
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ
Product-quality control. Basic concepts. Terms and definitions
Дата введения 1979-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26.01.79 N 244
4. Стандарт полностью соответствует СТ СЭВ 3519-81
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка
Номер пункта, приложения
6. ИЗДАНИЕ (май 2009 г.) с Изменением N 1, утвержденным в январе 1985 г. (ИУС 4-85)
Настоящий стандарт устанавливает применяемые в науке и технике термины и определения основных понятий в области управления качеством продукции.
Термины, установленные настоящим стандартом, обязательны для применения в документации всех видов, учебниках, учебных пособиях, технической и справочной литературе. В остальных случаях применение этих терминов рекомендуется.
Для каждого понятия установлен один стандартизованный термин.
Применение терминов-синонимов стандартизованного термина запрещается.
Установленные определения разрешается при необходимости изменять по форме изложения, не допуская нарушения границ понятий.
Допускается применение отраслевых терминов, не установленных настоящим стандартом, отражающих специфические особенности продукции отрасли.
В приложении даны пояснения и примеры к ряду терминов.
В стандарте приведен алфавитный указатель содержащихся в нем терминов.
