Экструдеры для вторичной герметизации стеклопакетов

Предназначены для смешивания двухкомпонентных герметиков вторичной герметизации (полисульфида, полиуретана или силикона) и последующего нанесения готовой смеси на стеклопакет.
Содержание
Классификация
В зависимости от конструкции приводов и дозирующего насоса, экструдеры подразделяются на пневматические и гидравлические.
По типу управления системой, эктрудеры могут быть полностью автоматическими (робот) или полуавтоматическими, в которых подача смеси осуществляется с помощью компрессорной системы, а нанесение герметика производится оператором.
Принцип работы
Настройка пропорции смешивания производится с помощью специальной панели управления.
Промывка экструдера от компонентов герметика производится по мере необходимости в зависимости от загруженности оборудования (не реже чем 1 раз в месяц)
В качестве жидкости для промывки экструдеров используют специальные средства, рекомендуемые производителями оборудования.
Фризер
Для экономии герметика в комплекте с экструдером рекомендуется использовать холодильник (фризер).
Фризер представляет собой аппарат, состоящий из двух камер, камера охлаждения и камера нагревания.
Чтобы возврата экструдера в рабочее состояние, смеситель помещает на несколько минут в камеру нагревания.
Экструдер: что это такое, для чего он предназначен
 Моделей экструдеров, то есть машин, предназначенных для переработки полимеров в расплав, великое множество. Они различаются по характеристикам и виду перерабатываемого сырья. Среди массы вариантов их использования наиболее популярно получение с их помощью полиэтиленовых или полипропиленовых плёнок, из которых производят гибкую упаковку. На полученные материалы можно наносить печать и сваривать пакеты. А также своё применение они нашли в пищевой промышленности для изготовления макаронных изделий.
Моделей экструдеров, то есть машин, предназначенных для переработки полимеров в расплав, великое множество. Они различаются по характеристикам и виду перерабатываемого сырья. Среди массы вариантов их использования наиболее популярно получение с их помощью полиэтиленовых или полипропиленовых плёнок, из которых производят гибкую упаковку. На полученные материалы можно наносить печать и сваривать пакеты. А также своё применение они нашли в пищевой промышленности для изготовления макаронных изделий.
Общая информация
Экструдер — это машина, которая превращает сырьё в виде мелких частиц в расплав определённой формы. В качестве таких частиц могут использоваться гранулы, порошок, разнообразные пасты или лом.
Процесс заключается в прохождении сырья через специальный формующий инструмент (экструзионную головку, фильерную пластину). Форму готового продукта задаёт калибрующее устройство с определённым сечением. Она будет зависеть от вида отверстия в формующем устройстве. Если это щель, на выходе получится листовой материал, если кольцо, то изделие будет иметь форму трубы.
Процесс, происходящий с использованием этого оборудования, называется экструзией. В зависимости от конструкции машины её делят на несколько видов:
Области применения
Технология изготовления изделий путём применения экструзии нашла своё применение в областях, описываемых далее.
Классификация оборудования
Свет увидел первый экструдер ещё в XIX веке, а уже к XX было создано множество модификаций этого оборудования. Современные экструдеры имеют несколько классификаций. По типу транспортирующего устройства они делятся на следующие виды:
По расположению шнеков:
По частоте вращения:
По направлению вращения:
Принцип работы
 Специальный загрузчик помещает сырьё в бункер машины. Эта работа может выполняться также и вручную. При этом гранулы засыпаются в загрузочную воронку. Из бункера они проталкиваются в зону шнека, а оттуда — в цилиндр пластификации. По пути продвижения сырьё перемешивается для однородности будущего расплава, а также находится под воздействием высоких температур и давлением элементов экструдера. На выходе путём плавления получается вязкая прозрачная масса, увеличенная в объёме за счёт растягивания.
Специальный загрузчик помещает сырьё в бункер машины. Эта работа может выполняться также и вручную. При этом гранулы засыпаются в загрузочную воронку. Из бункера они проталкиваются в зону шнека, а оттуда — в цилиндр пластификации. По пути продвижения сырьё перемешивается для однородности будущего расплава, а также находится под воздействием высоких температур и давлением элементов экструдера. На выходе путём плавления получается вязкая прозрачная масса, увеличенная в объёме за счёт растягивания.
Если экструдер дисковый, то в качестве транспортирующего устройства используют два диска, один из которых находится в неподвижном состоянии, а другой непрерывно вращается. Сырьё, попадающее в отверстие статичного диска, перемешивается и гомогенизируется. Оборудование, оснащённое таким устройством, прекрасно подойдёт для изготовления однородных смесей.
Поршневой экструдер характеризуется низкой производительностью, поэтому его применение ограничено в основном изготовлением труб. Принцип работы заключается в выдавливании материала поршнем, что придаёт готовому изделию необходимую форму.
Для всех этих целей бывает недостаточно одного экструдера. Чтобы наладить массовое производство и получить качественный продукт, приходится использовать дополнительные машины или устройства. Все вместе они будут образовывать экструзионную линию.
Таким образом, можно получить не только расплав, но и сразу преобразовать его в готовое изделие, например, упаковочную плёнку, пластиковые трубы или поливинилхлоридный профиль.
Устройство экструдера
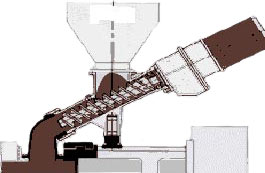
 Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Устройство такого оборудования удобнее всего объяснить на примере самого простого из типов этой машины — одношнекового экструдера, также называемого одночервячным или одновинтовым. Он оснащён одним шнеком, и машина имеет одну сварную раму, в которую встроен вертикальный редуктор с упорным подшипником.
Через специальную муфту к редуктору подсоединяется электрический двигатель. Таким образом, он располагается под узлом пластификации. Нагрев происходит с помощью электрического шкафа, который автоматический регулирует температуру. Коррозионная стойкость обеспечивается путём насыщения элементов экструдера парами азота. Благодаря этому они не выходят из строя и являются довольно долговечными.
Кроме перечисленных выше, к раме подсоединены приборы, позволяющие осуществлять контроль над ходом производства. Они управляются пультом оператора. Благодаря компактным размерам получающегося устройства шнек можно вставлять прямо в выходной вал редуктора.
Процесс дегазации
Немаловажным этапом производства является дегазация. Сырьё, перерабатываемое экструдером, не всегда является идеальным, оно содержит примеси, излишнюю влагу и воздух. Чтобы качество материала не снижалось из-за несовершенства гранул, в машине осуществляется процесс дегазации. Он заключается в выпаривании воды, остаточного растворителя и мономеров из сырья под воздействием высоких температур или искусственно созданного вакуума. Осуществляется процесс либо шнеком, если в оборудовании предусмотрен только один винт, либо специальной камерой, если рассматривается многочервячный экструдер.
Роль шнека
Шнек имеет несколько функций, в зависимости от которых цилиндр можно условно разделить на несколько важных зон:
Все процессы происходят при нагреве, температура которого может различаться от зоны к зоне. Качество получаемого материала будет зависеть от условий и полноты прохождения сырьём перечисленных этапов.
Преимущества одношнекового и двухшнекового экструдеров
Главная характеристика машины — количество и вид шнеков. Самым распространённым типом является одношнековый экструдер. Он прост в обслуживании по сравнению с другими видами этой машины. Для его работы необходим только один оператор, поскольку все важные органы управления локализированы в одном месте. Но если машина входит в состав крупной экструзионной линии, может понадобиться подсобный рабочий. Конечное количество операторов и рабочих определяется технологией и целями производства.
Ещё одним немаловажным достоинством одношнекового экструдера является лёгкость транспортировки. Его можно перевезти с одного производства на другое или переустановить в новом месте.
Но иногда такой экструдер не позволяет получить необходимого качества плавления готового продукта, и в производстве применяют двухшнековую машину. Она позволяет лучше транспортировать сырьё, подходит для гигроскопичных гранул. Зачастую оборудование с двумя винтами обладает функцией самоочищения, что также удобно для эксплуатации.
Задачи оператора
Современные машины оснащены всеми датчиками регулировки оптимальных условий для получения качественной плёнки. Однако задача оператора состоит в том, чтобы правильно настроить все параметры и поддерживать их на протяжении всего процесса. Конкретные условия работы зависят от вида производимых материалов, но есть несколько критериев, являющихся наиболее важными. Они и будут описаны далее.
Контроль температуры
 Оператор должен контролировать процесс превращения гранул в готовый расплав. Для этого, в частности, осуществляется наблюдение за работой тепловой автоматики. Система должна обеспечивать поддержание необходимой температуры как в каждой из рабочих зон экструдера, так и в его элементах, важнейшими из которых являются головка и фильеры. На каждый участок приходится свой прибор, что позволяет более тонко настроить работу машины и получить наиболее качественный по однородности, форме и другим характеристикам материал. Но для наилучшего результата необходим опыт и ответственность оператора, который сможет отследить показания приборов и настроить их.
Оператор должен контролировать процесс превращения гранул в готовый расплав. Для этого, в частности, осуществляется наблюдение за работой тепловой автоматики. Система должна обеспечивать поддержание необходимой температуры как в каждой из рабочих зон экструдера, так и в его элементах, важнейшими из которых являются головка и фильеры. На каждый участок приходится свой прибор, что позволяет более тонко настроить работу машины и получить наиболее качественный по однородности, форме и другим характеристикам материал. Но для наилучшего результата необходим опыт и ответственность оператора, который сможет отследить показания приборов и настроить их.
Регулировка вращения шнека
Шнек является важным элементом работы экструдера. Особенно важную роль он играет при вхождении машины в состав экструзионной линии, предназначенной для выпуска труб или гибкой упаковки. Барьерные шнеки увеличивают производительность и позволяют добиться высокого качества конечного продукта. Их действие заключается в отделении исходного сырья от готового расплава.
Это осуществляется путём разделения шнека на две области с помощью встроенного в него дополнительного витка. В начале линии прохождения гранул большее отделение отводится под них, ближе к концу канал, содержащий расплавленный полимер, увеличивается в объёме, в то время как под недорасплавленный материал отводится меньше места. Таким образом, эти две фракции не пересекаются друг с другом, а только плавно перетекают одна в другую.
В зависимости от технологии производства шнеки могут иметь различный диаметр и частоту вращения. Оператор контролирует последний параметр благодаря работе частотных преобразователей. Чем выше частота вращения, тем больше производительность экструдера. Однако этот параметр нужно аккуратно регулировать, чтобы не снизить качество выпускаемого продукта. В совершенных приборах преобразователи позволяют быстро переходить от низких скоростей к высоким, и, наоборот, без промежуточных этапов.
Изменение диаметра и формы
 Однородный расплав, являющийся основой будущего продукта, проходит через специальные отверстия. Они придают ему нужную форму, например, кольца. Оператор должен установить значение необходимого диаметра этого кольца, благодаря чему расплав примет форму трубы заданных размеров. Эта форма может меняться под воздействием сжатого воздуха. Так, можно раздуть расплав ещё больше, а можно направить его в зазор между валков элеватора, что приведёт к сплющиванию материала и его оседанию на дне машины в виде рукава.
Однородный расплав, являющийся основой будущего продукта, проходит через специальные отверстия. Они придают ему нужную форму, например, кольца. Оператор должен установить значение необходимого диаметра этого кольца, благодаря чему расплав примет форму трубы заданных размеров. Эта форма может меняться под воздействием сжатого воздуха. Так, можно раздуть расплав ещё больше, а можно направить его в зазор между валков элеватора, что приведёт к сплющиванию материала и его оседанию на дне машины в виде рукава.
Полученный материал можно разрезать с одной или обеих сторон с помощью фальцевателей. С применением специальных ножей можно разрезать полученное изделие после прохождения им сушки на небольшие отрезки.
Достоинства
Экструдер обладает высоким уровнем производительности в сочетании с небольшими эксплуатационными расходами. Для полноценного функционирования такого оборудования не нужно большое количество обслуживающего персонала и глубокие знания химических процессов. Его легко установить и запустить в работу. При корректном использовании машина не требует частого ремонта. Возможность регулирования различных параметров экструдера позволяет получать качественные материалы различной толщины и ширины, необходимой производителю.
Производство ПВХ профиля для окон методом экструзии
Изобретателем поливинилхлорида (ПВХ) является Виктор Регно, сделавший свое открытие в 1835 году. Технология промышленного производства ПВХ была разработана гораздо позднее, в 1912 г немецким ученым Фритцем Клатте. В начале 30-х годов прошлого века в Германии и США началось производство нового синтетического материала. Первый поливинилхлорид получали из угля, поваренной соли и извести. Сегодня для этого используют этилен и поваренную соль, при этом этилен получают в результате крекинга нефти. По мировому объему производства ПВХ уступает только полиэтилену. В частности на европейском рынке доля поливинилхлорида занимает 28% от всего производства пластмасс.
Около 25% от всего объема ПВХ расходуется на производство трубопроводов и фитингов. На профили из непластифицированного поливинилхлорида, имеющего повышенную жесткость, уходит еще 20%. Эти профили используются для изготовления окон и дверей. Из остального ПВХ изготавливают изоляцию, пленку, упаковку и т.п.
Из всех пластмасс ПВХ имеет самое лучшее соотношение: цена/качество. Материал экологически чист, обладает долговечностью, устойчивостью к негативным воздействиям атмосферы.
 Исходный поливинилхлорид – мелкий белый порошок. Однако в чистом виде он не является конструкционным материалом. Для того чтобы получить из исходного сырья изделие с необходимыми техническими и эксплуатационными характеристиками добавляют различные вещества. Это могут быть стабилизаторы, пластификаторы и модификаторы, а так же наполнители, смазки и красящие пигменты. Каждая добавка придает исходному материалу свои свойства.
Исходный поливинилхлорид – мелкий белый порошок. Однако в чистом виде он не является конструкционным материалом. Для того чтобы получить из исходного сырья изделие с необходимыми техническими и эксплуатационными характеристиками добавляют различные вещества. Это могут быть стабилизаторы, пластификаторы и модификаторы, а так же наполнители, смазки и красящие пигменты. Каждая добавка придает исходному материалу свои свойства.
Производство изделий из ПВХ происходит при температуре свыше 120о С. При таком нагреве, структура поливинилхлорида частично разрушается с выделением газа хлороводорода. Предотвратить этот процесс помогает введение стабилизаторов. Для стабилизации используют как органические, так и неорганические соединения различных металлов, в основном свинца, олова, цинка, кальция, кадмия и бария.
Основной технологический процесс производства изделий из ПВХ – экструзия. При переходе в вязкотекучее состояние требуется повышение текучести, для чего используют внутренние смазки. Внешние смазки применяют для предотвращения прилипания разогретого материала к деталям и элементам технологического оборудования.
Характерный белый цвет поливинилхлориду придает TiO2 (двуокись титана). Этот пигмент не только имеет ослепительную белизну, но и увеличивает устойчивость ПВХ-профилей к капризам погоды. Снижение расходов на производство – ода из основных задач разработчиков и технологов. Уменьшить себестоимость изготовления ПВХ помогает использование в качестве добавки мела, прошедшего специальную обработку. Обычный мел имеет достаточно высокие абразивные свойства, которые приводят к преждевременному износу металлических деталей и фурнитуры, а так же к необходимости частой замены элементов технологического оборудования, на котором осуществляется экструзия ПВХ. Добавление модификаторов увеличивает ударную прочность поливинилхлорида.
Помимо вышеназванных добавок для изготовления ПВХ могут вводиться вещества увеличивающие огнестойкость и пластичность, уменьшающие возникновение статического электричества, а так же другие дополнительные компоненты. Одним из основных условий производства высококачественных изделий из ПВХ – это тщательное соблюдение технологии и в частности пропорций исходных компонентов, выдерживание заданного давления, температуры, скорости подачи материала и других рекомендаций технологов.
В современном производстве используется два метода приготовления исходной смеси. В первом случае в ПВХ добавляют компаунд со всеми необходимыми добавками. Во втором случае компоненты добавляют по отдельности. При этом многое зависит от опыта и квалификации технологов, задача которых – точно соблюсти рецептуру.
Вот один из наиболее распространенных рецептов применяемый для изготовления ПВХ-профилей: на 100 массовых частей ПВХ, добавляют 5 частей мела, 5 частей двуокиси титана, 5,4 частей однокомпонентного стабилизатора и 6.5 частей модификатора.
 Смешение осуществляется в три этапа. Сначала в разогретом миксере, а затем в холодном. После чего смесь выдерживают в течение суток при температуре от 15 до 30о С. Приготовленная данным образом, смесь засыпается в экструдер. Метод экструзии используется для производства профильных элементов из пластика или резины. При этом происходит непрерывная подача расплавленной массы через отверстие задающее профиль изделия.
Смешение осуществляется в три этапа. Сначала в разогретом миксере, а затем в холодном. После чего смесь выдерживают в течение суток при температуре от 15 до 30о С. Приготовленная данным образом, смесь засыпается в экструдер. Метод экструзии используется для производства профильных элементов из пластика или резины. При этом происходит непрерывная подача расплавленной массы через отверстие задающее профиль изделия.
Впервые шнековый экструдер был использован германскими инженерами в 1935 году для переработки термопластичных масс. На сегодняшний день можно купить экструдер китайского, немецкого производства и произведённые в других странах. География производителей подобного оборудования довольно широка. Экструдер позволяет создать разогретый гомогенный расплав достаточной вязкости и подать его под большим давлением в профилирующую головку. Помимо самого экструдера в состав линии входит фильера, механизм для калибровки, принтер для маркировки, вытягивающее устройство, резак и систему складирования и упаковки.

Готовая смесь засыпается в цилиндр экструдера, там ее захватывает шнек и перемещает по зонам нагрева, температура которых постепенно увеличивается от 150 до 210о С. В зоне начального нагрева осуществляется перемешивание. При дальнейшем перемещении исходный материал переходит в расплавленное состояние, после чего происходит его уплотнение и дегазация, а так же удаление захваченного воздуха и обезвоживание. На заключительной стадии создается требуемое давление для подачи расплавленного материала через фильеру.
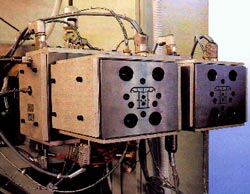
Профиль будущего изделия задается инструментом, состоящим из фильеры, сухих и влажных калибраторов. Инструмент не только формирует профиль, но и определяет качество изделия. Это требует особой тщательности при его изготовлении. Щелевой канал фильеры образуется матрицей и дорном, через которые и протекает расплав материала. Качество поверхности в значительной степени зависит от соблюдения температурного режима. Прошедший через фильеру материал имеет достаточно высокую температуру. Калибраторы помогают ему сохранить заданное сечение профиля и быстро охладиться. Первичное охлаждение и формовка происходит в сухом калибраторе. В его щелевых шлицах создается небольшое разрежение, которое и притягивает профиль. Из-за этого этот вид калибровки еще называют вакуумным. Внутри стенок имеются каналы, в которых циркулирует вода, за счет чего и происходит охлаждение.
 Полное охлаждение происходит во влажном калибраторе, за счет орошения водой. Окончательно сформованный и охлажденный профиль охлаждают воздушной струей. После чего принтер через каждый метр наносит соответствующую маркировку. Вытягивание профиля осуществляет траковый механизм, при этом его скорость соответствует скорости подачи сырья. Обычно эта величина не превышает 8 м/мин. Для увеличения скорости подачи требуется изменение рецептуры смеси. Готовый ПВХ-профиль автоматически нарезается на нужную длину, упаковывается и поступает на склад готовой продукции.
Полное охлаждение происходит во влажном калибраторе, за счет орошения водой. Окончательно сформованный и охлажденный профиль охлаждают воздушной струей. После чего принтер через каждый метр наносит соответствующую маркировку. Вытягивание профиля осуществляет траковый механизм, при этом его скорость соответствует скорости подачи сырья. Обычно эта величина не превышает 8 м/мин. Для увеличения скорости подачи требуется изменение рецептуры смеси. Готовый ПВХ-профиль автоматически нарезается на нужную длину, упаковывается и поступает на склад готовой продукции.
Экструдеры для производства ПВХ профилей
Потребляемые ресурсы
Двухшнековый экструдер с коническими шнеками для производства жестких строительных ПВХ профилей состоит из рабочего цилиндра и шнеков, привода, загрузочного устройства, системы смазки и охлаждения, системы нагрева рабочего цилиндра, системы дегазации рабочего цилиндра, электросилового шкафа, системы защиты от перегрузок и системы автоматического контроля технологического процесса.
Шнеки

Рабочий цилиндр

В рабочем цилиндре располагаются шнеки экструдера. Цилиндр выполнен из высокопрочной стали, внутрь цилиндра вставлены коррозионностойкие биметаллические гильзы. Корпус цилиндра соединяется с фильерой посредством специального фланца. Обогрев корпуса осуществляется нагревателями сопротивления. Для отвода избыточного тепла и для соблюдения нужного температурного режима служит система воздушного охлаждения, состоящая из вентиляторов, системы воздухопроводов и заслонок.
Привод

Питающее устройство
Служит для подачи суспензионного или гранулированного uPVC компаунда в рабочий цилиндр экструдера посредством шнека, имеющего отдельный электропривод. Оборудован устройствами предварительного уплотнения материала и системой вакуумирования для удаления летучих веществ.
Автоматическая система управления и контроля технологического процесса
Работа системы происходит на 3 уровнях:
Экструзионная фильера
Объявления о покупке и продаже оборудования можно посмотреть на
Обсудить достоинства марок полимеров и их свойства можно на
Зарегистрировать свою компанию в Каталоге предприятий
Что такое экструдер и экструзия
Экструзия исключает из производственного цикла трудоемкую механическую обработку. Это быстрый и недорогой способ получения пленок, труб, профиля и других изделий, выпускаемых погонажом из полимерного сырья. В статье расскажем, что такое экструдер, как происходит процесс экструзии полиэтилена, разберем тонкости экструзионной технологии.
Что такое экструзия полимеров?
Процесс экструзии происходит при нагреве полимеров максимум до 250 0 С. Производство идет на скорости до 120 метров/минуту. Около 30 % всего объема полимеров перерабатывается по экструзионной технологии с помощью экструдеров. Попробуем разобраться в тонкостях этого процесса.
Экструзия полимеров — это технология получения формовочных изделий из термопластов и их композиций на шнековых прессах. Осуществляется путем продавливания (под давлением) однородного расплава через щель формовочной головки экструдера.
Щель имеет определенную форму, которая определяет геометрию изделия — сайдинг, пленка, оконный ПВХ профиль. В качестве сырья используются гранулы полиэтилена ПВД и ПНД, полипропилена, ПВХ, полистирола и других полимеров.
Экструзия включает в себя следующие этапы:
Устройство и принцип работы экструдера, что это такое
Уже по тому, что слова «экструдер» и «экструзия» являются однокоренными, становится понятным, что экструдер — это основной рабочий орган экструзионной линии.
По длине экструдер для полимеров условно делится на три зоны: загрузки, сжатия расплава и дозирования.


Важно! Экструдер может различаться по типу и количеству шнеков. Выпускаются: одношнековые, двухшнековые и многошнековые, дисковые и многодисковые экструдеры.
О конструкции одношнекового экструдера.
Внутри толстостенного корпуса (трубы) вращается шнек — металлический стержень с винтовой навивкой. Шнек перемещает гранулы по направлению к экструзионной головке. Корпус опоясывают секции хомутовых нагревателей, которые греют металл и плавят полимер, прижимаемый винтом к внутренней поверхности трубы. «Горячую» часть оборудования помещают в водоохлаждаемый кожух, и сверху утепляют термочехлом.

Экструзия пленки
Наиболее популярными формовочными изделиями, которые получают с применением экструзии, являются пленки. Их изготавливают из полистирола, полипропилена, полиамида, лавсана, поликарбоната, ПВХ, но самыми востребованными из них являются, конечно же, пленки из экструдированного полиэтилена высокого и низкого давления. Именно на их примере мы рассмотрим, какие этапы этот материал проходит на выходе из экструдера.
Существует два метода экструдирования пленок:
Читайте также какие дефекты могут возникнуть при экструзии пленки и как их устранить.
Метод раздува рукава.
Полимер выдувается из экструдера для пленки через кольцевую щель в формующей головке. Визуально это выглядит, как из фильеры поднимается сплошной пленочный цилиндр, раздуваемый изнутри воздухом. Воздух подается под давлением через дорн — отверстие в центре головки.
Охлаждение при экструзии полиэтилена, в зависимости от ориентации рукава, может производиться по двум схемам:

После остывания пленка складывается с помощью специальных «щек» в полотно и протягивается через отжимающие воздух валки. Готовый материал отправляется на намотку.
Чем быстрее охладить расплав полиэтилена на выходе из экструдера, тем выше будет прозрачность и блеск пленки. Почему так происходит? Дело в том, что при остывании в пленке образуется два вида молекулярных структур — кристаллическая и амфорная. Когда материал охлаждают медленно, то макромолекулы полимера успеют сформироваться в кристаллы, и экструдированная пленка будет мутной и неэластичной, но прочной. При быстром охлаждении кристаллы не успевают соединиться и пространство между ними заполняют амфорные связи, придающие пленке прозрачность, хорошую эластичность и гибкость.
Метод плоскощелевой экструзии.
Отверстие в фильере плоскощелевого экструдера протачивают в виде тончайшей щели. Пленка из формовочной головки выходит в виде непрерывного полотна определенной толщины и ширины.

Существует два варианта охлаждения пленки полученной плоскощелевым методом:
После охлаждения и сушки полиэтилен протягивается через натягивающие валы и идет на намотку.
Соэкструзия и коэкструзия.
Соэкструзия — это технология, использующаяся для получения многослойных пленок.
В качестве сырья может использоваться: полиэтилен низкой и высокой плотности, полипропилен, полиамидная пленка и др. полимеры. Гранулят этих пластических масс плавится в разных экструдерах, после чего соединяется и проходит через одну формовочную фильеру (головку). Для прочного склеивания нужно, чтобы молекулярная сетка полимеров была похожа по структуре. Но если нужно связать барьерный слой, например, EVOH и линейный полиэтилен, то потребуется специальные вяжущие сополимеры.
Соэкструзионные многослойные пленки используются для вакуумирования продуктов, как транспортная упаковка, с/х пленка (для мульчирования, пленка с эффектом антифог), упаковка фармацевтических препаратов.
По похожей технологии, которая получила название коэкструзия, изготавливают панели сайдинга и профиль ПВХ. Поливинилхлорид — основа профиля, занимает около 80% толщины панели, оставшиеся 20% — акрил. Как и в случае соэкструзии, используется работа двух коэкструдеров, где отдельно плавят ПВХ и акрил. Соединяются эти расплавы в щелевой филере, откуда выходят уже готовым спаянным изделием.
Коронарная обработка пленки после экструзии
Химическая инертность и малая поверхностная энергия пленки делают ее невосприимчивой к типографской или любой другой краске. Нанесение покрытия на поверхность полиэтилена станет возможным, если его поверхностная энергия будет хотя бы на 10 дин/см выше энергии наносимой краски. В ином случае краска будет просто собираться в капли. «Подзарядить» пленку можно коронированием. Каждая экструзивная линия оборудована активатором обработки коронным разрядом, который состоит из: генератора, трансформатора и электродов. При пропадании пленки в область электромагнитного поля растет ее поверхностная энергия и повреждается верхний слой макромолекул (микротравление).
Применение технологии экструзии

Развитие экструзионного производства сейчас идет сейчас по трем направлениям. Это: усовершенствование существующего оборудования, применение новых композиций полимеров, совершенствование автоматизированных систем управления. Последнее направление представляется наиболее актуальным — уже сейчас в России появились установки оборудованные АСУ на основе микропроцессора. Они позволяют автоматически контролировать не только работу экструдера, но и системы подготовки сырья, калибровки и обрезки готовых изделий.
