Электрод прилипает к металлу: причины, что делать

Основные причины, из-за которых электрод прилипает к металлу
Наверняка каждый сварщик сталкивался с такой ситуацией, когда электрод сильно прилипал к металлу, так, что оторвать его практически было невозможно. Особенно часто такая проблема возникает у новичков, которые допускают ошибки при настройке сварочного аппарата или при подготовке металла.
Прилипание электрода может быть связано с разными проблемами, начиная от сырых электродов, и заканчивая падением напряжения в сети. В этой статье будет рассказано, как бороться с этой проблемой, чтобы электрод не прилипал в дальнейшем.
Основные причины, из-за которых электрод прилипает к металлу
Начнём по порядку, постепенно углубляясь в причины возникновения данной проблемы:
Отсутствие в подготовке свариваемого металла — когда металл ржавый и грязный, на нем присутствует старая краска, контакт сильно затруднён. В результате этого электрод начинает прилипать к металлу, оставляя следы на его поверхности.

Избавиться от данной причины достаточно просто, нужно лишь очистить металл от загрязнений. Помощником в этом деле станет болгарка с зачистным диском или щётка по металлу. Если электрод всё равно прилипает, то следует искать проблему в другом.
Отсыревшие или неподходящие электроды — также причиной залипания могут стать сырые электроды или такие, которые не подходят для сварки. Варить инверторным источником сварочной дуги можно электродами, как для переменки, так и для постоянки. К трансформаторному сварочному аппарату подходят только электроды для переменного тока.

Отсыревшие электроды достаточно просто просушить на печке или в электродуховом шкафу. Следует положить электроды в духовку на несколько часов, чтобы обмазка полностью просохла, а электродами можно было варить. Если и это не помогает, то, ищем проблему дальше.
Недостаточная сила тока
К наиболее распространённым причинам частого прилипания электродов к поверхности металла, являются ошибки при настройке сварочного аппарата. Электроды прилипают по той причине, что для сварки мало тока.

Чтобы произвести все необходимые расчеты достаточно запомнить, что на 1 мм диаметра электрода нужно 20-30А сварочного тока. Таким образом, если варить электродами 3 мм, то сила тока должна быть около 90А.
В том случае, когда электроды всё равно прилипают к металлу и никакие регулировки сварочника не помогают, то нужно прибегнуть к поиску других проблем. Так, вероятней всего, в сети нет 220 Вольт, поэтому аппарат для сварки просто не выдаёт положенный ампераж.
Также часто проблема может возникнуть и из-за применения длинных переносок, более 20 метров длиной. В таком случае происходит падение напряжения, и сварочный аппарат отказывается варить — электрод всё время прилипает к металлу.

В таком случае нужно уменьшить длину переноски или увеличить сечение проводников. Для сварки инверторным аппаратом, сечение кабеля удлинителя должно быть минимум 2,5 мм². Только так можно существенно сократить падение напряжения при длине чрезмерной кабеля.
Новичку нужно знать из-за чего прилипает электрод
Как же это раздражает, когда каждый раз электрод снова и снова прилипает к поверхности металла. И вроде бы ты все делаешь правильно, хорошенько очистил металл от ржавчины, а проблема никуда не девается.
В этой статье мы рассмотрим основные причины, из-за которых электрод может прилипать к металлу при сварке. В большинстве случаев, зная эти причины, получится раз и навсегда забыть о данной проблеме.
Причины залипания электрода
С залипанием электрода при сварке сталкиваются не только начинающие электросварщики. Нередко можно увидеть, как и матерый сварной брызжет слюной, и кроет красным словцом — то инвертор, а то плохие электроды. В данном случае он хоть понимает, кто виновник проблемы и как её устранить.

Что же касается новичков, то у них залипание электродов при сварке может и вовсе, вызвать негативное отношение к работе и отторжение к сварочному процессу. Существуют достаточно распространённые причины прилипания электрода, и ниже мы их рассмотрим.
Сырые электроды
Обмазка большинства электродов весьма чувствительна к влаге. После долгого хранения или при использовании в неподходящих условиях она может отсыреть. В результате электрод будет плохо разжигаться, увеличится разбрызгивание металла.
Всё это приведёт к тому, что электрод станет прилипать. Опытные сварщики на слух могут, определить, сырые электроды или нет. Электроды с отсыревшей обмазкой сильно трещат при сгорании и имеют затруднённый розжиг.

Решить проблему поможет прокалка электродов. Также можно попробовать просушить электроды в печи или на батарее отопления. В любом случае учиться варить нужно только сухими электродами, а иначе можно надолго разочароваться в сварке.
Неправильные настройки инвертора
Здесь нужно оговориться и сказать, что проблема может происходить не только по вине самого сварщика. Да, порой в период обучения очень трудно правильно подобрать значения сварочного тока. Для каждого конкретного случая сварки нужен свой ток.
Однако случаются ситуации, когда ток на инверторе выставлен правильно, а электрод все равно прилипает к металлу. Тогда виной всему оказывается инвертор, который не выдаёт положенные значения тока.

Часто причинами этому являются дешевые и некачественные аппараты для сварки, а также плохое напряжение в сети. Если оно будет ниже 200 Вольт, то инвертор никогда не сможет выдать выставленное значение тока, хотя и может нормально работать.
Все это важно учитывать начинающему сварщику.
Ржавый металл и неправильный розжиг дуги
Само собой разумеется, что металл должен быть очищен от толстого слоя ржавчины. Именно ржавчина, грязь и старая краска затрудняют контакт металла с электродом, в результате чего он будет всё время прилипать.

Кроме того, данная проблема возникает и по причине неправильного поджога сварочной дуги. Постукивая электродом о поверхность металла, сварщик слишком долго задерживает электрод у поверхности, что приводит к замыканию, быстрому расплавлению металла и прилипанию электрода, если его вовремя не убрать.
Что делать, если электрод все время липнет к металлу
Прилипание электрода к металлу — достаточно распространённое явление, даже у квалифицированных сварщиков, не говоря уже о начинающих. Данная проблема может загнать в тупик, поскольку не знаешь, что может быть не так, и в порядке ли сварочный аппарат.
Однако существует ряд самых распространённых причин, из-за которых электрод прилипает к поверхности металла. Ну а чем чревата данная проблема, не стоит и говорить. При залипании электрода сильно страдает обмазка, она осыпается. Чрезмерной нагрузке подвергается и сам аппарат для сварки, а также, электросеть в которую он подключён.
Причины, из-за которых прилипает электрод при сварке
Вот основные причины, которые приводят к тому, что электрод прилипает к металлу:

Итак, чтобы разобраться с проблемой прилипания электрода при сварке, нужно разобраться с каждой из вышеперечисленных причин.
Сырые электроды или низкого качества
В электродах отсыревает обмазка. После долгого хранения или вследствие воздействия влаги, обмазка подвергается изменениям. В результате этого электроды будут плохо гореть, увеличится разбрызгивание металла, а стержень все время будет липнуть к поверхности.

Для того чтобы решить данную проблему достаточно будет прокалить электроды в духовке. Также, частично решить проблему способна сушка электродов на батарее отопления. При этом главным правилом является надлежащее хранение электродов. Хранить электроды для сварки нужно в сухом помещении.

Также, причиной залипания электрода может быть продукция низкого качества. В интернете можно найти немалое количество отзывов и всевозможные рейтинги электродов. Так получится определить наиболее качественную и хорошую продукцию.
Неправильные регулировки сварочного аппарата
В данном случае речь идёт о сварочном токе. Если параметры сварочного тока подобраны неверно, то электроды будут все время прилипать к металлу.
Низкий сварочный ток приводит к тому, что сварочная дуга нестабильная, она все время обрывается, а это приводит к залипанию электродного стержня. Чтобы определиться с параметрами сварочного тока, можно воспользоваться нижеприведённой таблицей.
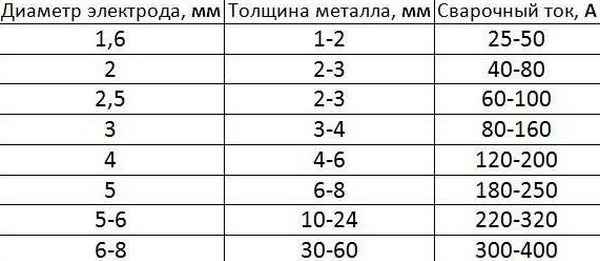
В ней указаны значения сварочного тока для каждого диаметра электродов, в зависимости от толщины свариваемого металла.
Плохо подготовленный металл
Наличие толстого слоя ржавчины и загрязнений на поверхности металла, также приводят к возникновению данной проблемы. Отсутствие хорошего контакта, это верный шаг к залипанию электрода.

Поэтому перед сваркой, нужно тщательно подготовить металл — удалить с него ржавчину, масляные пятна, участки с краской. Есть марки электродов, которые менее чувствительны к ржавому металлу, а есть, наоборот, которые не терпят загрязнений и все время прилипают из-за этого.
Залипают электроды: диагноз, лечение, профилактика
Это как с головной болью у человека. Чтобы ее вылечить, нужно разобраться с настоящей причиной болезни. А возможных причин целое множество. Так и с прилипанием электродов во время сварки. Что случилось, и почему прилипает электрод – такой вопрос может возникнуть не только у новичков, но и у вполне опытных мастеров.
Причины залипания электрода при инверторной сварке
Попробуем отделить причины, на которые мы повлиять не можем:
Причины, которые мы изменить можем:
Как видите, на одно не зависящее от вас обстоятельство приходится девять факторов, с которыми очень даже можно поработать, чтобы избавиться от неприятного сварочного «синдрома» в виде залипания электродов. А если разобраться, то и со скачками сетевого напряжения можно справиться. Так что все в ваших руках.
Самая частая причина залипания – использование трансформаторных аппаратов, у которых нет и не может быть точных настроек. Но и с современными инверторными аппаратами с правильными настройками и системой антизалипания такая неприятность тоже может случиться. Причины в таких случаях намного проще и связаны они вовсе не с аппаратом.
Вторая по частоте причина – отсыревшие электроды вследствие неправильного хранения. Дело в том, что большинство расходников с покрытием чрезвычайно гигроскопичны – впитывают влагу где только возможно.
Производители выпускают такую продукцию в полиэтиленовых упаковках. При малейшем нарушении целостности влагонепроницаемой упаковки такие электроды становятся влажными и всегда будут прилипать во время сварки.
«Неправильные» электроды могут встретиться в трех вариантах.




Установка неправильного сварочного тока – слишком низкой мощности. Такая ситуация может произойти в результате неграмотных установок инверторного аппарата. Мощность тока должна точно соответствовать двум вещам: толщине кромок металлических заготовок и диаметру расходника. Иногда несоответствие такого рода возникает из-за элементарного незнания, но чаще это происходит из-за сознательного снижения мощности тока.
Таким образом сварщики пытаются не пережечь металл во время процесса. Малой силы тока не хватает, чтобы зажечь дугу. Даже если дуга подожглась, она будет сразу же затухать, что приведет к немедленному прилипанию расходника. Особенно ярко такая беда проявляется при использовании тонких кончиков.
К этому же «пакету бед» можно отнести и неверную технологию поджигания дуги. Частый способ – постукивание кончиком расходника по металлической заготовке, в результате чего происходит замыкание с мгновенным нагревом металла, за чем сразу же следует прилипание намертво.
Плохо очищенные металлические поверхности заготовок – отдельная история, которая упоминается практически в каждой статье, посвященной сварке. Тем не менее молодые мастера продолжают пренебрегать зачисткой деталей с соблюдением технологий. А ведь это самый понятный и нужный способ не только предупреждения залипания расходников, но и подготовительные работы, напрямую влияющие на высокое качество сварочного шва.
Лечение и профилактика залипания электродов
Прежде всего избавляемся от ненужной влаги. Прокалку расходников часто делают дома в духовке при температуре 180 — 200°С. Конечно, домашняя духовка лучше, чем ничего. Но такой способ – не лучший вариант просушки с технологической точки зрения. Оптимальной была бы специальная печка для прокалки сварочного материала.
Для работы с такими печками есть свои правила. Если у электродов покрытие основное, их нужно прокаливать в течение двух часов при температуре 250°С. Перед началом прокалки нужно уточнить в спецификациях предел текучести данных расходников, он должен быть не выше 355 N/мм. Нужно уточнить, что все вышесказанное касается высоколегированных расходников. Низколегированные виды в прокалке не нуждаются.
Всех этих «печных» сложностей можно избежать полностью, если выполнять правила хранения и вскрытия упаковок расходников. Здесь всего одно правило: после вскрытия полиэтиленовой влагонепроницаемой упаковки с электродами можно работать в течение 8-ми часов без опасения за их состояние.
Если время после вскрытия упаковки превышает 8-часовой рубеж, расходники лучше прокалить в течение одного часа с температурой всего 100°С — «береженного бог бережет». Лучшие электроды для инверторной сварки – это расходники, которые правильно хранили.
Об условиях хранения сварочных расходников нужно сказать отдельно. Самое оптимальное решение – специальные отдельные склады, которые нужно отапливать зимой и поддерживать сухой воздух с постоянной температурой не ниже 14°С. Влажность не должна превышать 50-ти процентов. Понятно, что без кондиционеров таким складским помещениям не обойтись. Чаще всего расходники уложены штабелями.
В этом случае особое внимание должно быть направлено на нижние коробки. Если соблюдать все требования по хранению, у электродов срок годности может стать неограниченным. Но даже в этом случае лучше предварительно опробовать «старые» электроды после долгого хранения перед основными сварочными работами. Такая проверка ни к чему не обязывает, она простая и быстрая. Зато вы сможете избежать одного из самых неприятных вопросов в работе с металлами: почему опять прилипают электроды при сварке инвертором?
Правильная настройка силы тока и напряжения – также обязательная процедура в рамках профилактики залипания электродов. К этой же группе действий можно отнести и отработанную технологию поджига дуги.
А что там с инверторным аппаратом?
Огромный выбор инверторных аппаратов на рынке в определенной степени усложняет его выбор: здесь начинает действовать симптом «глаза разбегаются». Особенно это касается не очень опытных мастеров, которые не сталкивались с проблемой залипания электродов, а только читали о ней.
А между тем требования к инверторным аппаратам вполне конкретные, так что выбрать и приобрести правильный аппарат вполне возможно. Так, чтобы знакомство с залипанием так и осталось чисто теоретическим и вопрос «почему залипает электрод» никогда не вставал на профессиональном пути в дальнейшем.
Вот требования к инверторному аппарату, которые снизят риск:
Рейтинг электродов для инвертора
Рейтинги электродов публикуются постоянно, в разных источниках они могут значительно отличаться друг от друга.
Не претендуя на объективность, «среднеарифметический» рейтинг выглядит следующим образом:
Резюме
Какими электродами лучше варить инвертором? Из точных безоговорочных требований есть только одно: это должны быть электроды для сварки постоянным током. Все остальные требования являются на самом деле советами, то есть имеют статус «желательности».
Не экономить на качественных расходниках, хранить их в правильных помещениях. Перед покупкой проверять спецификации металлов и сплавов, которые вы собираетесь варить, требования к подходящим к ним электродам.
Проверять перед работой, следить за упаковкой, учиться правильно поджигать и держать дугу. Все перечисленное укладывается в общее понятие. Это следование правилам и технологиям, что означает на самом деле повышение профессионализма сварщика. Чего вам и желаем. Успехов!
Почему залипает электрод и как этого избежать
Рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.

Залипание электрода на поверхности металла — довольно частое и неудобное явление. Чаще всего такая проблема возникает у начинающего сварщика. Если электрод прилип, его довольно трудно оторвать, вследствие замыкания обсыпается обмазка, а для бытовой сети это чревато перегрузкой.
В этом материале мы рассмотрим следующие вопросы: почему прилипает электрод при сварке, основные причины возникновения такого отрицательного процесса и способы устранения.
Причины залипания электрода
Чаще всего такое явление возникает при пользовании трансформаторными сварочными аппаратами, которые имеют менее точную настройку режимов.
В современных инверторах часто есть дополнительная функция антиприлипания. Принцип ее действия построен на импульсном увеличении силы тока во время тычка электродом в металл. Как следствие, дуга не гаснет, а замыкание не происходит.
Однако бывает, что залипает электрод при сварке инверторами с функцией антиприлипания. Это не обязательно брак от производителя аппарата, причины более простые.
Сырые электроды
Сам электрод состоит из металлического стержня и обмазки. Покрытие, в свою очередь, изготавливается из мелкого порошка. Эта обмазка подвержена воздействию атмосферной влаги. Даже если помещение имеет умеренную влажность, то со временем электроды все равно отсыревают.
Производители обычно дополнительно закрывают упаковку с расходниками в полиэтилен. В такой таре они прекрасно могут храниться продолжительное время. Но нарушение целостности упаковки приведет к постепенному накоплению влаги в обмазке.
Отсыревшие электроды будут постоянно залипать во время поджога дуги.
Низкое качество электродов

Для сварки черновой стали, нержавейки или алюминия нужно использовать виды расходников, предназначенные для работы с данным материалом.
Также залипание часто возникает, если использовать электроды неизвестного происхождения и сомнительных производителей. Есть масса дешевых расходников, которые изготавливаются с несоответствующих материалов. А состав их стержней и обмазки может производиться с несоблюдением требований.
Неправильные настройки аппарата
Это также довольно частая причина прилипания во время поджигания дуги. В начале сварочного процесса нужно точно оценить толщину металла, который будет вариться, выбрать соответствующий диаметр расходника и выставить определенную мощность.
Низкая сила тока не способствует поджиганию дуги, а лишь слегка расплавляет кончик стержня, который и прилипает к поверхности.
Неочищенный металл и неправильный поджог дуги
Часто, при отсутствии опыта, залипание возникает вследствие неправильного поджога дуги. Постукивая кончиком стержня по заготовке, электрод задерживается на поверхности слишком долго. Возникает замыкание, металл в этой точке быстро разогревается и припаивает стержень к поверхности.
Для начинающих сварщиков лучше всего учится поджигать дугу не постукиванием, а чирканьем стержня расходника по поверхности.
Это главные причины возникновения залипания во время сварочных работ. Как их можно избежать?
Как устранить залипание электрода
Устранение явления прилипания довольно простое. Для этого нужно использовать качественные расходные материалы, выставить нужный режим и подготовить детали перед сваркой. И, конечно же, потребуется немного опыта в поджигании дуги.
Подготовка электродов
С нарушением герметичности, по истечении 8-10 часов, потребуется дополнительная просушка обмазки.
Процент допустимой влажности в обмазке указан на упаковке. Конечно, в бытовых условиях не получиться его измерить. Но, перед началом сварочных работ, пролежавшие некоторое время расходные материалы нужно прокалить в печи.

Для прокалки расходников используют специальные электропечи, которые позволяют прогреть стержни в температурном диапазоне от 100 до 400 градусов.
До какого предела нужно нагревать зависит от типа. Разные по маркировке электроды имеют различные пределы нагрева.
Учитывая этот фактор, нельзя использовать для прокалки обычную пламенную печь. Огонь не обеспечит нужную температуру и равномерность прогревания.
При этом допускается не более трех нагревов. Если больше, то такие расходники становятся непригодными для работы.
Перед прокалыванием электроды должны быть сухими!
После просушки их можно использовать по назначению.
Настройки оборудования
Основные параметры, которые нужно соблюдать, указаны в таблице. Но это только приблизительные данные, более точные выставляют в процессе сварки.

Подготовка и поджог дуги Более опытные сварщики уже знают возможности своего аппарата и выставляют настройки в соответствии с требованиями. Если у Вас опыта мало, отрегулировать режим можно опытным путем. Начиная с низкой мощности и увеличивая силу тока по мере необходимости.
Металл нужно очистить от различных видов загрязнения. В месте, где будет установлен держатель массы, нужно сделать тщательную зачистку (особенно стоит удалить краску и слой ржавчины).
Начинающему сварщику лучше тренировать этот навык чирканьем. Технологически такой процесс похож на зажигание спички, конец стержня плавным движением проводят по поверхности детали.
После этого нужно вести шов в требуемом направлении.
С соблюдением всех этих правил Вы сможете обойти такое явление, как прилипание электрода к металлу.
Если у Вас есть опыт по данной тематике, поделитесь им в обсуждениях к этому материалу
