Изучите основы экструдера с прямым приводом и экструдера Боудена, горячего и холодного концов, размеров сопел и материалов, а также найдите лучший патронный ТЭН для 3D-принтера для своих нужд
Процесс 3D-печати в двух словах можно описать так: нить из пластикового материала подается в нагретый металлический блок с соплом, где она плавится и экструдируется в заданном виде. Этот путь повторяется, постепенно наращиваясь до тех пор, пока не будет сформирован твердый трехмерный объект.
Вся бизнес-задача по обращению с материалом, его плавлению и выходу для печати происходит в блоке под названием экструдер 3д принтера.
В этой статье мы рассмотрим основные разделы экструдера для 3D-принтера, варианты и преимущества экструдеров разных стилей, популярные модели на рынке, а также патронные ТЭНы для 3D-принтера и прочие элементы.

Что такое экструдер
Экструдер для 3D-принтера представляет собой набор деталей, которые вместе обрабатывают и перемещают пластиковую нить.
Для простоты в этой статье вся сборка рассматривается как экструдер. Для начала, объясняя ключевые компоненты экструдера 3D-принтера, мы разделим его на два элемента: холодная зона и горячая зона.
Холодная зона

Внешний вид и расположение холодной зоны на вашем 3D-принтере зависит от того, является ли он экструдером с прямым приводом или с приводом Боудена (оба из которых подробно описаны ниже).
Здесь нет нагрева нити. Холодная зона состоит из двигателя экструдера и зубчатой передачи, которые обычно устанавливаются либо на раме принтера, либо на самой печатающей головке, в зависимости от типа экструдера, и трубки из ПТФЭ для плавного направления нити в хотэнд.
Что происходит в холодной зоне?

С удаленным радиатором на этом e3D Titan Aero мы видим внутреннюю работу экструдера 3D-принтера.
По сути, холодная зона состоит из шагового двигателя, зубчатой передачи той или иной формы, зубчатого болта или шестерни, подпружиненного натяжного ролика (обычно какого-либо подшипника) для удержания нити накала, а затем трубки из ПТФЭ для направления нити.

Скромный шаговый двигатель с металлической шестерней, необходимой для экструдера 3D-принтера, приводит в движение и экструзию нити в большинстве, если не во всех современных настольных 3D-принтерах.
Однако одного шагового двигателя недостаточно для подачи нити к горячему концу. Детали, прикрепленные к приводному валу шагового двигателя и работающие с ним, должны физически захватить нить и протолкнуть ее по пути к хотэнду.

На этом разрезе экструдера 3D-принтера мы видим металлическую шестерню и пластиковую шестерню с зубчатым валом.
Для этого обычно используется комбинация зубчатых шестеренок и болтов с зубьями или валов (на изображении выше мы видим металлическую шестерню и пластиковую шестерню с зубчатым валом), служащие прижимным колесом вместе с подшипником или другим жестким материалом без трения.

Здесь мы видим пластиковый рычаг со встроенным подшипником, пружину растяжения и пластиковую шестерню с зубчатым валом. Вместе они оказывают давление на нить и пропускают ее через экструдер.
В качестве альтернативы существуют версии холодного конца экструдера 3D-принтера, в которых для подачи нити используется немного другое расположение деталей. Такие отклонения часто утверждают, что обеспечивают повышенное сцепление и доставку нити.

Здесь мы видим обе стороны холодного конца Prusa i3 Mk3, включая зубчатую передачу экструдера Bondtech.
Как уже упоминалось, существуют разновидности экструдера для 3D-принтера, в которых эти детали используются в немного отличающихся друг от друга компоновках. У каждого есть свои плюсы и минусы. Далее мы рассмотрим, в чем разница между экструдером для 3D-принтера с прямым приводом и 3D-принтером Боудена.

Экструдеры с прямым приводом

Экструдер для 3D-принтера с прямым приводом отличается тем, что в нем двигатель экструдера размещен непосредственно над блоком нагрева. Такое расположение сводит к минимуму расстояние перемещения нити до горячего конца и может обеспечить более надежную 3D-печать гибких нитей.
Преимущество использования прямого привода заключается в более точном управлении втягиванием. Благодаря расположению непосредственно над хотэндом, меньше расстояние между зажимом и нитью, проходящей через тепловой барьер в блок нагрева. Следовательно, у нити меньше места для изгиба и деформации под воздействием давления.
Боуден-экструдеры

Экструдер для 3D-принтера в стиле Боудена не монтируется непосредственно на верхней части хотэнда, как экструдер для 3D-принтера с прямым приводом, а в сборе двигателя и зубчатой передачи монтируется на раму принтера. При этом экструдер данного типа получает преимущество по сравнению со своим братом с прямым приводом, установленным на печатающей головке: скорость.

Если вместо этого разместить массу экструдера 3D-принтера на раме, печатающая головка освобождается для печати на более высоких скоростях без ущерба для качества печати.
Побочный эффект от размещения экструдера 3D-принтера таким образом заключается в том, что теперь нить накала должна пройти долгий путь в трубе, которая на долю шире, чем она есть. По всей длине трубки должно быть достаточно места для небольшого изгиба нити. При втягивании нити между перемещениями, это провисание нити сокращает расстояние втягивания. Без коррекции (то есть увеличения втягивания) это приводит к задержке ослабления давления, оказываемого на горячий конец. Короче говоря, вы можете запутаться, если не измените настройки втягивания.
Блок нагрева (Хотэнд)
Внутри узла, известного как хотэнд, нить проходит в нагретую камеру, где она переходит из твердого состояния в жидкость. Звучит просто, и в основном так оно и есть. Хотя есть еще много чего, чтобы филамент шелковисто вытеснялся на рабочую пластину.
Что происходит в зоне нагрева?

E3D Titan Aero объединяет в себе блок нагрева и экструдер в одном компактном устройстве. Хотэнд обычно имеет только центральные части этого изображения: радиатор (и вентилятор), нагревательный элемент (патронный ТЭН микро), блок нагревателя, термистор и сопло.
Типичный хотэнд 3D-принтера состоит из определенной последовательности деталей. Есть небольшая разница в зависимости от того, используете ли вы PTFE / PEEK или цельнометаллический хотэнд. Здесь мы объясняем цельнометаллический горячий блок.
Во-первых, это трубка подачи нити. И в экструдере 3D-принтера Боудена, и в экструдере с прямым приводом это будет просто трубка из ПТФЭ, идущая от вашего холодного блока подачи нити.
Иногда можно встретить экструдеры для 3D-принтеров с прямым приводом, в которых нить накала проходит прямо в печатающую головку.
На экструдере 3D-принтера Боудена эта подающая трубка вставляет нить непосредственно в тепловой барьер через радиатор. Тепловой барьер, который ввинчивается в радиатор, часто представляет собой трубку из нержавеющей стали (или другого нетеплопроводного металла, например титана) с резьбой.

По часовой стрелке снизу слева: стальной термобарьер, алюминиевый нагревательный блок и латунное сопло.
Но поскольку мы имеем дело с точностью и материалом, который превращается в жидкость для быстрого повторного охлаждения, управление температурой имеет решающее значение. Тепловой барьер в сочетании с радиатором поддерживает определенную границу, при которой нить накаливания подвергается воздействию высоких температур.
Верхняя часть, которая активно охлаждается радиатором и специальным вентилятором, предотвращает выход тепла из горячего конца и ослабление нити до того, как она окажется там, где она должна быть для экструзии. Это нежелательное явление известно как тепловая ползучесть.
Нижняя часть теплового барьера находится внутри блока нагревателя вместе с патронным ТЭНом, термистором реле температуры и соплом.
Блок нагревателя, обычно изготовленный из алюминия, обеспечивает плавный переход нити от открытого конца терморазрывной трубки к соплу.
Температура, чтобы расплавить нить, должна быть откуда-то, и именно здесь в игру вступает патронный нагреватель. Под действием электрического тока патронный ТЭН нагревается, передавая тепло соплу через блок нагревателя, в котором они оба заключены.

По часовой стрелке сверху слева: нагревательный блок, термистор, патронный ТЭН, форсунка, терморазрыв.
Резисторы мощности являются альтернативным средством нагрева блока хотэнда, но в наши дни они менее распространены.
Какой экструдер выбрать для 3d принтера?
Новости и обзоры игр
Экструдер – это печатающая головка или, говоря простым языком, устройство для выдавливания расплавленного филамента. Понятие используется преимущественно в FDM‑принтерах, работающих с термопластическими материалами: ABS, PLA и другими видами пластика. Это ключевой элемент 3d принтера, от качества которого зависит точность и чистота печати.
Устройство условно делится на две части: hot end – нагревательный элемент с соплом, и cold end – часть экструдера, отвечающая за подачу пластика в сопло. Устройство подачи состоит из шагового двигателя (модели с несколькими обмотками с дискретными (шаговыми) перемещениями ротора) и шестереночной системы для непосредственной подачи нити в хот енд. Прицениться к комплектующим можно в каталоге http://makerplus.ru/category/extruder-3d-printer.
Типы экстудеров для 3d принтера
Также существуют варианты с двойным и даже тройным соплом. Такие устройства используются для печати разноцветных моделей или несколькими видами пластика. В целом эта технология достаточно сырая, поэтому специалисты предпочитают использовать одиночные экструдеры.

Что нужно знать при выборе экструдера
Важнейший параметр – это диаметр сопла. Чем он меньше, тем точнее печать и тем больше усилий требуется для проталкивания нити. Стандартные диаметры – это 0,2-0,3 мм и 0,4-0,5 мм. Сила подачи контролируется регулировочным винтом – если его закрутить сильно, то энергия двигателя будет тратиться на преодоление сил трения, если слабо – шестерня будет проскальзывать и оставлять вмятины на прутке.
Сила трения также возникает в промежутке между механизмом подачи и соплом. В этом месте находится теплоизолирующая вставка – как правило, это металлическая втулка с фторопластовым сердечником. Дешевые модели могут не иметь фторопластового сердечника, что негативно отражается на работе экструдера.
Еще один ключевой момент – выбор шагового двигателя. У обычных моторов параметр микрошага равен 200, что явно недостаточно для печати мелких деталей. Оптимальный вариант в таком случае – двигатель с микрошагом 400 единиц.

Какой же экструдер для 3d-принтера выбрать?
Что касается выбора производителя, то для начала можно приобрести универсальный экструдер E3D – на рынке доступны как английские оригиналы, так и китайские и российские аналоги неплохого качества. В дальнейшем можно перейти на более специализированные модели (например, с керамическими соплами) или сделать собственную сборку из доступных комплектующих.
Экструдер пластика для 3D принтера, принцип работы, устройство, разновидности
Если управляющие платы это мозг, то экструдер это сердце 3D принтера. Основная функция этого узла, обеспечение равномерного выдавливания расплавленного пластика для формирования слоев 3D модели. В этой статье раскроем тему экструдеров, узнаем чем отличается боуден и директ экструдеры, какой принцип работы, опишем лучшие экструдеры представленные на мировом рынке.
Холодный узел экструдера

Холодный узел относится к верхней части экструдера 3D-принтера, в которую подается нить, а затем проходит в хотенд, далее плавиться и экструдируется на платформу 3D принтера.
Холодный узел состоит из двигателя экструдера приводящий в движение зубчатую передачу, которые обычно устанавливаются либо на раме принтера, либо на самой печатающей головке, в зависимости от типа экструдера и трубки из тефлона, которая обязательно нужна любому экструдеру типа Боуден для точного направления пластиковой нити и минимального отклонения в процессе 3D печати и отката нити..
На изображении сравнение экструдеров и принцип работы

Директ экструдеры для 3D принтеров

Директ экструдер для 3D-принтера отличается размещением двигателя непосредственно над хотэндом. Такое расположение сводит к минимуму расстояние от зубчатой передачи до хотэнда и обеспечивает более надежную 3D-печать гибких нитей типа TPU, TPE, SEBS, Flex и т.д..
Обратите внимание, что наличие директ экструдера не обязательно означает, что он может отлично печатать гибкими нитями. Для успешной печати гибкими материалами уделяйте внимание положению зажима и устройству зубчатой передачи.
Еще одно преимущество использования директ экструдера заключается в более точном управлении втягиванием. Благодаря расположению непосредственно над хотэндом, меньше расстояние между зажимом и пластиковой нитью, проходящей через тепловой барьер. Следовательно, у нити меньше места для изгиба и деформации под воздействием давления.
Директ экструдеры для 3D-принтера делают печатающую головку более громоздкой, как следствие выше инерционность, что требует более надежной конструкции рельс, если требуется получить хорошее качество печати. Так же это отражается на скорости 3D принтера, директ экструдеры по сравнению с боуден печатают на более низких скоростях. Возможные дефекты — это рябь на поверхности отпечатка.
Боуден экструдеры для 3D принтера
Боуден экструдер для 3D-принтера предусматривает сборку двигателя и зубчатой передачи на раме принтера. Основное преимущество боуден экструдера- это скорость, т.к. печатающая головка имеет меньший вес.
Недостатком боуден экструдеров, является то, что в процессе перемещения нити по тефлоновой трубке, соединяющей механизм подачи и хотэнд, она может отклоняться и чем длиньше трубка, тем больше может быть отклонение, особенно это проявляется при втягивании нити и работе с гибкими пластиками. Размер втягивания и параметры 3D печати для гибких нитей подбираются опытным путем.
Еще одна проблема, которую необходимо решить при настройке боуден экструдеров — это трение. Поскольку нить необходимо проталкивать на некоторое расстояние внутри трубки, важно, чтобы двигатель и зубчатые передачи давали на нить достаточный крутящий момент и надежно прижимал пластиковую нить.
В большинстве настольных дельта 3D-принтеров используются боуден экструдеры.
Хотенды (хотэнды ) для 3D принтера стандартные
Это узел который непосредственно нагревает пластиковую нить, через который расплавленный пластик выдавливается на стол 3D принтера.

Хотэнд E3D V6

Термобарьер, который ввинчивается в радиатор, часто представляет собой трубку из нержавеющей стали (или другого металла с низкой теплопроводностью, например титана) с резьбой.

Верхняя часть, которая активно охлаждается радиатором и специальным вентилятором (или системой водяного охлаждения, в некоторых экстравагантных случаях), предотвращает нагрев и ослабление нити до того, как она будет экструдирована.
Нижняя часть состоит из нагревательного блока, картриджа, термистора, температурного реле и сопла.
Блок нагревателя, обычно изготовленный из алюминия, нагревает его картридж.
Также внутри блока нагревателя находится термистор — небольшой датчик, который передает значение температуры на материнскую плату 3D-принтера, что позволяет поддерживать её в заданном диапазоне.
Двойной экструдер 3D принтера

Причины, по которым нужно использовать двойной экструдер:
Недостатки:
Лучшие экструдеры и хотенды для 3D принтеров
Подборка популярных экструдеров и хотэндов для 3D-принтеров, совместимых с большинством настольных FDM 3D-принтеров.
Экструдер MK8

Самый популярный директ экструдер MK8, прост в эксплуатации и установке, дешев и совместим с большинством 3D принтеров.
Цена: около 14 долларов.
Экструдер E3D TITAN AERO

Ключевые особенности директ экструдера E3D Titan Aero:
Хотенд E3D V6
Хотэнд E3D является самым популярным в мире 3D печати. Основное преимущество в том, что данный хотэнд может выдерживать температуру до 300 ° C.
Хотенд E3D Chimera (Химера )
Хотэнд E3D Chimera + имеет два сопла экструдера в дополнение к двум хотэндам для подачи нитей. Если вам нужен двойной экструдер Chimera +, это то что нужно.
Хотенд E3D Cyclops +

Хотэнд E3D Cyclops + это пример того, как можно усовершенствовать 3D принтер, не жертвуя простотой. Этот хотэнд с двумя нитями предназначен для подачи двух разных материалов в один экструдер, что дает вам большую гибкость печати, не усложняя основные узлы принтера.
E3D разработала Cyclops + специально, чтобы вы могли легко переключаться между двумя пластикам в одном сопле экструдера.
Хотенд E3D Voolkano (вулкано )

E3D создал Volcano, чтобы значительно сократить время печати без ущерба для качества модели.
Volcano специально разработаны для более высоких скоростей и температур, заявлено, что они обрабатывают как минимум в три раза больше пластика, чем обычные V6. По этим причинам Volcano требуется более длинное сопло, обычно 21 мм от конца до конца, чтобы обеспечить лучшую теплопроводность.
Хотэнд Volcano, предназначенный для печати толстых слоев, поставляется с различными размерами сопел от 0,6 до 1,2 мм. Обратите внимание, что эти сопла длиннее, чем стандартные, соответственно максимальная высота модели может быть меньше, чем при использовании стандартных сопел.
Не рекомендуется использовать гибкие нити.
Хотенд Diamond Trippe

Хотэнд Diamond Trippe по конструкции напоминает E3D Cyclops. Diamond Trippe позволяет объединить более одной нити в одном сопле экструдера, в отличие от Cyclops, Diamond Trippe имеет три фидера, которые можно переключать для одноцветных частей или комбинировать для создания градиентов или цветовых гамм.
Хотенд J Head

Для тех пользователей, которые ищут легкое, компактное и не менее функциональное, хотэнд J Head хороший выбор. J Head на 13 мм короче V6, что делает возможность увеличить максимальную высоту области печати 3D принтера.
Хотэнды для высокотемпературной 3D печати до 450 ° C
Хотэнд Copperhead

Подробнее об установке Copperhead:

Хотенд Mosquito

Mosquito от компании Slice Engineering конкурент E3D v6 по производительности, но превосходит его по устойчивости к высоким температурам. Этот хотенд — идеальное решение для печати высокотемпературными материалами, такими как PEEK, PEKK, PSU или PEI. Его также можно использовать для печати пластиками со стандартной температурой.
Хотэнд Mosquito оснащен компонентами из медных сплавов, что имеет большое значение при работе на высоких температурах (разница составляет почти 300 ° C). Медь почти в два раза большую теплопроводность, чем алюминий, поэтому теплопередача Mosquito происходит намного эффективнее.
Хотенд Funmat HT Enhanced V3

Зачем 2 экструдера в 3D принтере?
Всем добрый день! В данной статье мы хотели бы поговорить о вопросе, который мучает многих заказчиков при выборе 3D принтера с 2-мя экструдерами. А именно, что лучше? Что стабильнее? Какой 3D принтер выбрать? Почему одни 3D принтеры с двумя экструдерами стоят значительно дешевле, и в чем разница между ними?
Немного теории
Начнем, прежде всего с того, что под печатью 2–мя экструдерами (или 2-х компонентная печать) мы понимаем возможность печати 2 материалами например PLA (базовый материал) и PVA (материал временной поддержки удаляемый химическим путем, с помощью воды в данном случае).
Есть возможность печатать двумя разными цветами. Но на практике это не получило какого-либо большого распространения. Печать же сложных моделей с растворяемыми поддержками — востребована.
Поэтому надо решить для себя, зачем нужен 3D принтер с двумя экструдерами? Для большинства задач достаточно использования 3D принтера с 1 экструдером.
Использование же двухэкструдерного 3D принтера просто необходимо, при печати сложных 3D моделей с растворяемыми поддержками. Обычно такие 3D принтеры выбирают производственные компании для печати геометрически сложных прототипов или владельцы 3D принтеров с 1 экструдеров которые понимают, что они не могут реализовать с помощью 3D принтера с 1 экструдером.
Но все ли 3D принтеры c 2 экструдерами имеют одинаковые возможности? Или все- таки отличия в конструкции, и соответственно в цене, имеют решающее значение?
Рассмотрим различные варианты решений для 3D печати 2-мя материалами представленных на рынке 3D оборудования.
Для реализации этой функции, производители используют следующее решения:
Решение № 1
Использование 2-х статичных экструдеров. Как правило это 2 hot-end’а c двумя независимыми моторами подачи материала. Вариантов много. Но все они в той или иной степени повторяют решения на Makerbot Replicator 2, выпущенного в 2012 году.

Есть несколько технических вариантов решения, но все они имеют общий список недостатков и особенностей.
1) Обязательно выравнивание обоих сопел по горизонтали относительно рабочего стола 3D принтера. Иными словами сопла каждого hotend’а должны быть на одинаковой высоте, в идеале с погрешностью не более 0.1 мм.
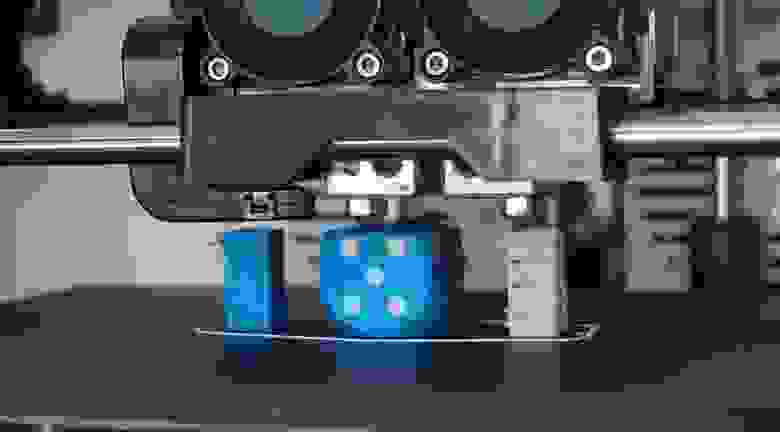
2) Использование утилитарной башни (или аналогов) для очистки не активного сопла от потеков пластика(образование капли) перед переключением в активный режим для печати. Рассмотрим пример: если сопло №1 печатает модель синим пластиком, то для того чтоб сопло №2 начало печать белым, принтеру необходимо сначала соплом №2 выполнить печать 1-го слоя башни для удаления остатков пластика, и только потом переместить на печать базовой модели (см. Рисунок). И так каждое переключение. Это очень сильно (в разы) тормозит скорость печати, относительно той же модели но при печати 1 цветом. Более того возникает вероятность, обрушения улититарной башни (слой плохо лег, или отклеилась от рабочего стола) и как следствие брак всего проекта.
3) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака. Из неактивного в данный момент сопла может подтекать пластик и портить деталь.
1) Низкая стоимость решения
2) Простота конструкции, как следствие — высокая ремонтопригодность.
Этот вариант имеет самую низкую цену и самые низкие возможности в итоге. Сложность настройки, для получения качественного результата, делает этот вариант реализации, полигоном для экспериментов в домашней обстановке. В более-менее интенсивной реализации проектов, делает такой вариант, достаточно проблемным.
Решение № 2
Использование экструдера типа Diamond. В экструдерах подобного типа используется одно сопло, и радиатор(ы) (или модуль охлаждения) с несколькими внутренними ходами для пластика.
В основном, такой экструдер используется для печати разными цветами. Но это, как мы уже знаем, не получило особого распространения в реальности. Печать с растворяемым материалом будет несколько затруднена. Во-первых, основной материал и материал поддержек имеют разную рабочую температуру. Это вызовет некоторые трудности для качественной печати.
И в любом случае такая конструкция имеет почти весь список недостатков, как и первый вариант.
Только нет пункта про выравнивание сопел – тут оно одно.
1) Осталось необходимость использования утилитарной башни (или аналогов) для очистки сопла от потеков пластика (образование капли) перед переключением на другой материал. На фото видна эта «башня». Это очень сильно (в разы) тормозит скорость печати, относительно той же модели, но при печати 1 цветом. Тут еще возможно будет нужно время на изменение температуры сопла, при смене основного материала на поддержки. Или сильно возрастет возможность некачественной печати.
2) Нет гарантированного результата. За счет сложности и несовершенства архитектуры экструдера. Большой процент брака.
3) Такой тип экструдера комплектуются подачей пластика Bowden-схемы. Это влечет трудности (чаще даже, невозможность печати гибкими пластиками)
Также исчезли преимущества.
Такое решение достаточно дорогое. И имеет сложную конструкцию.
1) Более высокое качество печати, чем у варианта №1.
В итоге в варианте печати двумя материалами с растворяемыми поддержками никаких особых преимуществ перед первым решением нет. Зато этот вариант имеет более высокую цену.
Решение №3
Схемы экструдеров, у которых неактивное в данный момент сопло поднимается, чтобы не создавать проблем. Самая известная на сегодняшний день, среди серийных принтеров, схема JetSwitch.
Система с поворотным блоком сопел от PICASO 3D. Имеется один двигатель подачи пластика, что облегчает конструкцию.
Главная особенность в том, что с помощью поворотного механизма на рабочий уровень опускается одно из сопел, которое активно в данный момент. Второе в это время закрыто, и из него не вытекает расплавленный пластик.
1) Высокое качество печати
2) Нет необходимости построения утилитарной «башни». Поэтому время переключения между экструдерами небольшое. Скорость печати двумя материалами в РАЗЫ быстрее, чем у вариантов 1,2. Ниже сравнительная таблица от компании PICASO 3D.
1) Достаточно сложная конструкция, и как следствие — высокая цена.
Есть еще несколько вариантов экструдеров с подъемными соплами. Всех их объединяет одно – намного более высокое качество печати двумя материалами, чем «классического» варианта №1. Да, они все имеют более высокую цену, но и качество печати кардинально отличается.
Выводы
Выводы следующие – приобретая недорогую конструкцию, вы экономите деньги, но тратите в разы больше время на настройку и саму печать. При остающемся риске брака, что сводит все усилия к нулю. При этом, результат печати все равно будет хуже, чем у конструкций с подъемными соплами.
Если же нужен высококачественный результат и критично время печати сложных моделей, то имеет смысл выбрать модель с подъемными соплами:
