Классификация деталей тел вращения.
Базирование корпусных деталей
Построение и содержание технологического процесса обработки корпусных деталей определяются в основном выбором баз и размерными связями между различными поверхностями. Корпусные детали базируют, выдерживая принципы постоянства и совмещения баз. При изготовлении корпусных деталей наиболее часто используют два способа базирования:
1) по трем плоскостям, образующим координатный угол;
2) по плоскости и двум отверстиям, обработанным по квалитету Н7 с посадкой на два установочных пальца приспособления.
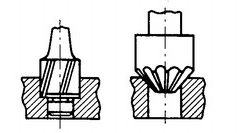
На первой операции заготовку устанавливают на необработанные поверхности, стремясь достичь правильного положения обрабатываемых одной или нескольких поверхностей, предназначенных для использования в качестве технологических баз на большинстве операций. На первой операции стремятся обеспечить правильное распределение припусков на обработку на поверхностях, подлежащих обработке на последующих операциях. В ряде случаев заготовку на одной операции базируют по двум основным отлитым отверстиям, если они имеют достаточные диаметральные размеры. Такой способ базирования обеспечивает снятие равномерного припуска при последующей обработке основных отверстий. В качестве технологической базы может быть использовано отверстие достаточного диаметра. Такая схема базирования применяется, например, при обработке корпуса водяного насоса и подобных корпусных деталей. Обработка наружных поверхностей таких деталей проводится с установкой детали по предварительно обработанному отверстию. В некоторых случаях основные установочные базы обрабатываются с использованием технологических баз в виде предварительно обработанных платиков. Для базирования корпусных деталей широко используют оправки или специальные приспособления. На рисунке 21.1. показано базирование заготовок призматических корпусных деталей по трем плоскостям.

Рисунок 2.1. – Схема базирования корпусной заготовки по трем плоскостям: 1 — внешняя поверхность; 2 — основание; 3 — внутренняя поверхность
При использовании в качестве базы внутренней поверхности (рисунок 2.1, б) обеспечивается более высокая точность толщины стенки, заданная размером S.
На рисунке 2.2. представлено базирование заготовки по плоской поверхности 1 и двум отверстиям 2, обработанным по квалитету 7.

Рисунок 2.2. – Схема базирования корпусной заготовки по плоской поверхности и двум отверстиям
Классификация деталей тел вращения.
Детали, имеющие форму тел вращения, можно разбить на три класса: валы, втулки и диски.
К классу «валов» относятся такие детали как валы, валики, оси, пальцы, цапфы и т. п. Эти детали образуются в основном наружной поверхностью вращения — цилиндрической, иногда конической и несколькими торцовыми поверхностями.
К классу «втулок» относятся втулки, вкладыши, гильзы, буксы и т. п. Эти детали характеризуются наличием наружной и внутренней цилиндрических поверхностей.
В класс деталей «диски» входят диски, шкивы, маховики, кольца, фланцы. Т. е. такие детали, у которых длина (ширина) значительно меньше диаметра и, значит, большие торцовые поверхности.
Валы большей частью изготовляются из проката. Другие детали, относящиеся к этому классу, изготовляются также из поковок, штамповок и реже — отливок. Прокатный материал применяют для изготовления валов как малых, так и больших (150—200 мм) диаметров. Для заготовок гладких валов подбирается прокат диаметра, близкого к диаметру готового вала, с тем чтобы обеспечить минимально допустимый припуск на механическую обработку. При изготовлении из проката валов ступенчатой формы большое количество материала превращается в стружку, поэтому в серийном и особенно в массовом производстве целесообразно, если это технологически возможно, заготовку для валов ступенчатой формы изготовлять путем штампования. Прокат в виде прутков предварительно подвергается правке, разрезанию и центрованию. Процесс выполнения этих предварительных операций и описание оборудования для них изложены нами выше. Обтачивание заготовок для валов и других деталей, имеющих форму тел вращения, бывает следующих видов: черновое (или обдирочное) — с точностью обработки до 5-го класса и с шероховатостью поверхности до 3-го класса включительно; чистовое — с точностью обработки до 4-го класса и с шероховатостью поверхности до 6-го класса включительно; чистовое точное и тонкое — с точностью обработки до 2-го класса и с шероховатостью поверхности до 9-го класса включительно. Обработку указанных деталей производят на различных станках: токарно-винторезных, токарно-револьверных, многорезцовых, токарно-карусельных, одно- и многошпиндельных токарных полуавтоматах и автоматах. На указанных станках можно выполнять следующие операции: 1) обтачивание наружных цилиндрических, конических и фасонных поверхностей; 2) растачивание цилиндрических и конических отверстий; 3) подрезание торцовых поверхностей; 4) протачивание канавок и снятие фасок; 5) нарезание наружной и внутренней резьбы; 6) сверление; 7) зенкерование; 8) развертывание; 9) зенкование; 10) центрование; 11) разрезание; 12) накатывание рифлений и др.
Классификация деталей — тел вращения и виды их обработки
Типизация технологических процессов.
Для обработки одной и той же детали можно построить различные варианты технологического процесса и применить разные методы обработки. Это зависит прежде всего от:
1) размеров производственной программы и производственных условий.
2) установившихся приемов и опыта технического персонала.
3) методов обработки деталей и т.д.
Эти обстоятельства и создают трудность и сложность разработки технологических процессов, которые требуют большой затраты времени. Значительно упростить и ускорить разработку технологических процессов может типизация технологических процессов, под которой понимается создание типовых процессов для определенных групп деталей.
Типизацией технологических процессов называется такое направление в деле изучения и построения технологических процессов, которое заключается в классификации деталей машин и в комплексном решении задач, возникающих при осуществлении процессов обработки деталей каждой классификационной группы.
Типизация технологических процессов базируется на классификации деталей. Детали машин подразделяются на классы по признаку схожести технологических процессов. Под классом деталей понимают совокупность деталей, характеризуемых общностью технологических задач, решаемых в условиях определенной конфигурации этих деталей.
Классификация деталей — тел вращения и виды их обработки
Детали, имеющие форму тел вращения, можно разбить на три класса: валы, втулки и диски.
Детали класса «втулки» характеризуются наличием наружной и внутренней цилиндрических поверхностей.
У деталей класса «диски» длина значительно меньше диаметра и большие торцовые поверхности.
Заготовки деталей машин, полученные ковкой, литьем, прокаткой в подавляющем большинстве не имеют точности размеров и качества поверхности, необходимых при установке их в различные механизмы.
Завершающей операцией в превращении заготовки в деталь машины является обработка металлов резанием.
Обработка металлов резанием – технологический процесс производства деталей машин, который заключается в срезании режущим инструментом с поверхности заготовки слоя материала в виде стружки для получения заданной геометрической формы, точности и шероховатости поверхности детали. В качестве заготовок будущих деталей машин используют прокат различного профиля, литье, поковки и сварные конструкции.
Чтобы с заготовки снять нужный слой металла ей и режущему инструменту необходимо сообщить определенные движения:
К движениям резания относится главное движение (v), которое определяет скорость отделения стружки и движение подачи (s), обеспечивающее врезание инструмента в последующие слои металла.
Установочными называют движения, которые устанавливают заготовку и инструмент в определенное положение перед началом резания.
К вспомогательным движениям относят: закрепление заготовки и ее снятие, холостые движения инструмента, переключение скоростей и т.д.
При изготовлении из проката валов ступенчатой формы большое количество материала превращается в стружку, поэтому в серийном и особенно в массовом производстве целесообразно заготовку для валов ступенчатой формы изготовлять путем штампования.
Прокат в виде прутков предварительно подвергается, правке, разрезанию, центрованию.
Обтачивание заготовок для валов и других деталей, имеющих форму тел вращения, бывает следующих видов:
1) черновое (или обдирочное) — с точностью обработки до 5-го класса и с шероховатостью поверхности до 3-го класса включительно;
3) чистовое точное и тонкое — с точностью обработки до 2-го класса и с шероховатостью поверхности до 9-го класса включительно.
Обработку данных деталей производят на станках:
— одношпиндельных и многошпиндельных токарных полуавтоматах и автоматах.
На указанных станках можно выполнять следующие операции:
1) обтачивание наружных цилиндрических, конических и фасонных поверхностей;
2) растачивание цилиндрических и конических отверстий;
3) подрезание торцовых поверхностей;
4) протачивание канавок и снятие фасок;
5) нарезание наружной и внутренней резьбы;
 6) сверление;
6) сверление;
7) зенкерование (снятие фаски под углом);
9) зенкование (снятие фаски под прямым углом);
12) накатывание рифлений и др.
Обтачивание на токарных станках длинных нежестких валов (с отношением длины к диаметру, большим 12) производится с применением люнетов. Люнеты бывают:
— подвижные – устанавливается на каретке станка.
 7.1. Обтачивание валов и других деталей (тел вращения) обычно разделяется на две операции: черновое (предварительное) и чистовое (окончательное) обтачивание. При черновом обтачивании снимают большую часть припуска; обработка производится с большой глубиной резания и большой подачей. При обработке большого количества деталей (в серийном и массовом производстве) черновое обтачивание производится на самостоятельном станке, более мощном, чем станок для чистового обтачивания.
7.1. Обтачивание валов и других деталей (тел вращения) обычно разделяется на две операции: черновое (предварительное) и чистовое (окончательное) обтачивание. При черновом обтачивании снимают большую часть припуска; обработка производится с большой глубиной резания и большой подачей. При обработке большого количества деталей (в серийном и массовом производстве) черновое обтачивание производится на самостоятельном станке, более мощном, чем станок для чистового обтачивания.
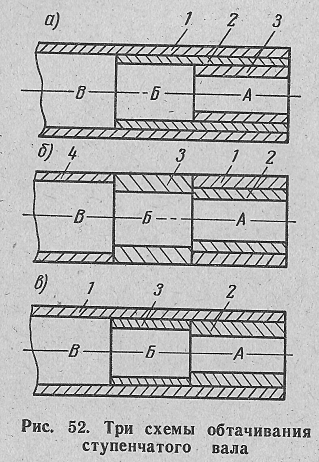
1) Черновое (предварительное) обтачивание вала, имеющего несколько ступеней и изготовленного из проката, можно выполнять по различным схемам обработки. Рассмотрим (рис. 52) три, схемы обтачивания ступенчатого вала (цифрами обозначены порядковые номера переходов, буквами — ступени вала):
б) каждую ступень вала обтачивают отдельно: ступень А вследствие большой глубины резания обтачивается за два прохода (1-й и 2-й); ступень Б—за один проход (3-й) и ступень В — за один проход (4-й).
в) комбинированная схема: обработки предусматривает обтачивание ступени В за 1-й проход, начиная с торца, ступень А обтачивается за 2-й проход и ступень Б — за 3-й проход.
На выбор той или иной схемы влияют величина припусков на отдельных ступенях вала и соотношение размеров ступеней: диаметра и длины. Схема, обеспечивающая наименьшее время обработки, наиболее выгодна.
2) При чистовом обтачивании порядок обработки ступеней вала зависит также от заданных баз, допускаемой величины погрешностей в размерах отдельных ступеней и методов измерения длин. При обтачивании вала со значительной разницей в диаметрах первой (более толстой) стороны и концевой (более тонкой) следует стремиться как можно меньше ослаблять вал при обработке, т. е. начинать обтачивание со ступени наибольшего диаметра, ступень наименьшего диаметра часто бывает целесообразно обрабатывать последней.
Во всех случаях обработки на токарных станках необходимо обращать внимание на прочное закрепление детали и резца.
При обработке деталей в центрах и патронах выступающие части хомутика и кулачки патрона необходимо снабжать предохранительными откидными ограждениями или кожухами.
Дата добавления: 2016-02-02 ; просмотров: 7087 ; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Чертежи деталей и сборочный чертеж
9.1. Понятие о видах изделий и конструкторских документах
Изделием называют любой предмет или набор предметов производства, подлежащих изготовлению на предприятии.
ГОСТ 2.101-88* устанавливает следующие виды изделия:
При изучении курса «Инженерной графики» к рассмотрению предлагаются два вида изделий: детали и сборочные единицы.
Деталь – изделие, изготавливаемое из однородного по наименованию и марке материала, без применения сборочных операций.
Например: втулка, литой корпус, резиновая манжета (неармированная), отрезок кабеля или провода заданной длинны. К деталям относятся так же изделия, подвергнутые покрытиям (защитным или декоративным), или изготовленные с применением местной сварки, пайки, склейки сшивки. К примеру: корпус, покрытый эмалью; стальной винт, подвергнутый хромированию; коробка, склеенная из одного листа картона, и т.п.
Сборочная единица – изделие, состоящее из двух и более составных частей, соединённых между собой на предприятии-изготовителе сборочными операциями (свинчиванием, сваркой, пайкой, клёпкой, развальцовкой, склеиванием и т.д.).
Например: станок, редуктор, сварной корпус и т.д.
Комплексы — два и более специфицируемых изделия не соединенных на предприятии-изготовителе сборочными операциями, но предназначенных для выполнения взаимосвязанных эксплуатационных функций, например, автоматическая телефонная станция, зенитный комплекс и т.п.
Комплекты — два и более специфицированных изделия, не соединенных на предприятии-изготовителе сборочными операциями и представляющих набор изделий, имеющих общее эксплуатационное назначение вспомогательного характера, например, комплект запасных частей, комплект инструментов и принадлежностей, комплект измерительной аппаратуры и т.п.
Производство любого изделия начинается с разработки конструкторской документации. На основании технического задания проектная организация разрабатывает эскизный проект, содержащий необходимые чертежи будущего изделия, расчётно-пояснительную записку, проводит анализ новизны изделия с учётом технических возможностей предприятия и экономической целесообразности его осуществления.
Эскизный проект служит основанием для разработки рабочей конструкторской документации. Полный комплект конструкторской документации определяет состав изделия, его устройство, взаимодействие составных частей, конструкцию и материал всех входящих в него деталей и другие данные, необходимые для сборки, изготовления и контроля изделия в целом.
Сборочный чертёж – документ, содержащий изображение сборочной единицы и данные, необходимые для её сборки и контроля.
Чертёж общего вида – документ, определяющий конструкцию изделия, взаимодействие его составных частей и принцип работы изделия.
Спецификация – документ, определяющий состав сборочной единицы.
Чертёж общего вида имеет номер сборочной единицы и код СБ.
Например: код сборочной единицы (Рисунок 9.1) ТМ.0004ХХ.100 СБ тот же номер, но без кода, имеет спецификация (Рисунок 9.2) этой сборочной единицы. Каждое изделие, входящее в сборочную единицу, имеет свой номер позиции, указанный на чертеже общего вида. По номеру позиции на чертеже можно найти в спецификации наименование, обозначение данной детали, а также количество. Кроме того, в примечании может быть указан материал, из которого деталь изготовлена.
9.2. Последовательность выполнения чертежей деталей
Чертёж детали – это документ, содержащий изображение детали и другие данные, необходимые для её изготовления и контроля.
Перед выполнением чертежа необходимо выяснить назначение детали, конструктивные особенности, найти сопрягаемые поверхности. На учебном чертеже детали достаточно показать изображение, размеры и марку материала.
При выполнении чертежа детали рекомендуется следующая последовательность:
Ребра жесткости, спицы при продольных разрезах показывают не заштрихованными.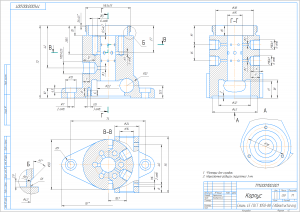
Рисунок 9.1 – Рабочий чертеж детали «Корпус»
9.3. Нанесение размеров
Простановка размеров является наиболее ответственной частью работы над чертежом, так как неправильно проставленные и лишние размеры приводят к браку, а недостаток размеров вызывает задержки производства. Ниже предложены некоторые рекомендации по нанесению размеров при выполнении чертежей деталей.
Размеры детали замеряют с помощью измерителя на чертеже общего вида сборочной единицы с учётом масштаба чертежа (с точностью 0,5мм). При замере наибольшего диаметра резьбы необходимо округлить его до ближайшего стандартного, взятого по справочнику. Например, если диаметр метрической резьбы по замеру d=5,5мм, то необходимо принять резьбу М6 (ГОСТ 8878-75).
9.3.1. Классификация размеров
Все размеры разделяются на две группы: основные (сопряжённые) и свободные.
Основные размеры входят в размерные цепи и определяют относительное положение детали в узле, они должны обеспечивать:
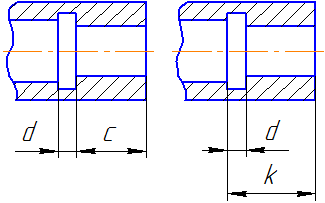
Примером могут служить размеры охватывающих и охватываемых элементов сопряжённых деталей (Рисунок 9.2). Общие соприкасающиеся поверхности двух деталей имеют одинаковый номинальный размер.
Свободные размеры в размерные цепи детали не входят. Эти размеры определяют такие поверхности детали, которые не соединяются с поверхностями других деталей, и поэтому их выполняют с меньшей точностью (Рисунок 9.2).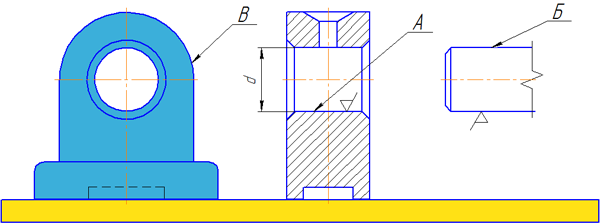
А – охватывающая поверхность; Б – охватываемая поверхность;
В — свободная поверхность; d – номинальный размер
Рисунок 9.2
9.3.2. Методы простановки размеров
Применяются следующие методы простановки размеров:
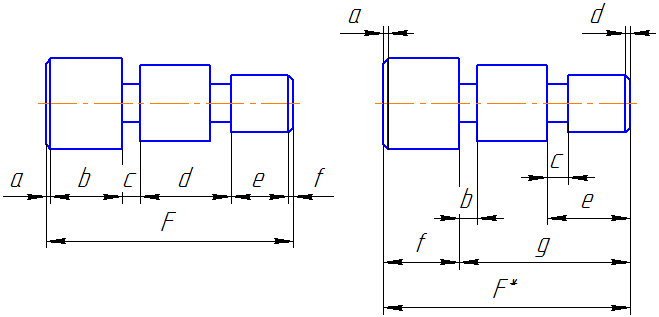
При цепном методе (Рисунок 9.3) размеры проставляются последовательно один за другим. При такой простановке размеров каждая ступень валика обрабатывается самостоятельно, и технологическая база имеет своё положение. При этом на точность выполнения размера каждого элемента детали не влияют ошибки выполнения предыдущих размеров. Однако, ошибка суммарного размера состоит из суммы ошибок всех размеров. Нанесение размеров в виде замкнутой цепи не допускается, за исключением случаев, когда один из размеров цепи указан как справочный. Справочные размеры на чертеже отмечаются знаком * и записываются на поле: «* Размеры для справок» (Рисунок 9.4).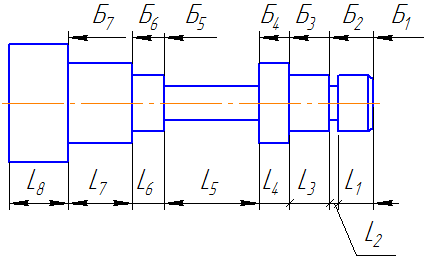
Рисунок 9.3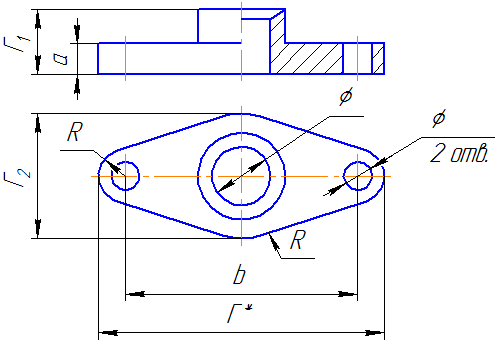
Рисунок 9.4
При координатном методе размеры проставляются от выбранных баз (Рисунок 9.5). При этом методе нет суммирования размеров и ошибок в расположении любого элемента относительно одной базы, что является его преимуществом.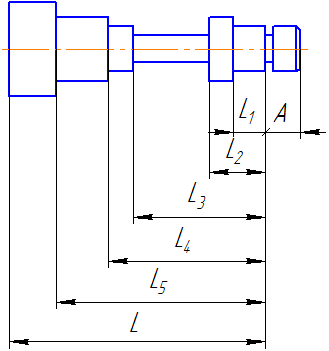
Рисунок 9.5
Комбинированный метод простановки размеров представляет собой сочетание цепного и координатного методов (Рисунок 9.6). Он применяется, когда необходима высокая точность при изготовлении отдельных элементов детали.
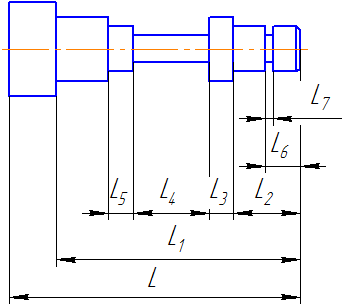
Рисунок 9.6
По своему назначению размеры подразделяются на габаритные, присоединительные, установочные и конструктивные.
Габаритные размеры определяют предельные внешние (или внутренние) очертания изделия. Они не всегда наносятся, но их часто указывают для справок, особенно для крупных литейных деталей. Габаритный размер не наносится на болтах и шпильках.
Присоединительные и установочные размеры определяют величины элементов, по которым данное изделие устанавливают на место монтажа или присоединяют к другому. К таким размерам относятся: высота центра подшипника от плоскости основания; расстояние между центрами отверстий; диаметр окружности центров (Рисунок 9.7).
Группа размеров, определяющих геометрию отдельных элементов детали предназначенных для выполнения какой-либо функции, и группа размеров на элементы детали, такие как фаски, проточки (наличие которых вызвано технологией обработки или сборки), выполняются с различной точностью, поэтому их размеры не включают в одну размерную цепь (Рисунок 9.8, а, б).
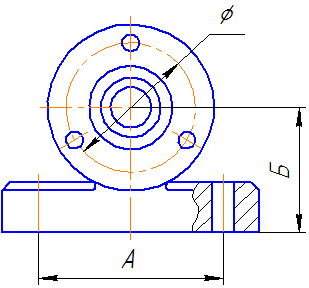
Рисунок 9.7
 | |
| Неправильно | Правильно |
 | |
| Неправильно | Правильно |
9.4 Шероховатость поверхностей
Шероховатость поверхностей регламентируется следующими стандартами:
– ГОСТ 25142 – 82. Шероховатость поверхностей. Термины и определения.
– ГОСТ 2789 – 73. Шероховатость поверхностей. Параметры и характеристики.
– ГОСТ 2.309 – 73. Обозначения шероховатости поверхностей.
Требования стандартов распространяются на поверхности изделий, изготовленных из любых материалов и любыми методами, при этом дефекты поверхности из рассмотрения исключаются.
Для оценки шероховатости поверхности стандартом установлены шесть параметров: три из них — высотные, два — шаговые, последний связан с суммарной длинной опорной поверхности. На учебных чертежах будем пользоваться двумя параметрами:
ГОСТ 2.309 – 73 определяет три знака для обозначения шероховатости
и структуру обозначения:
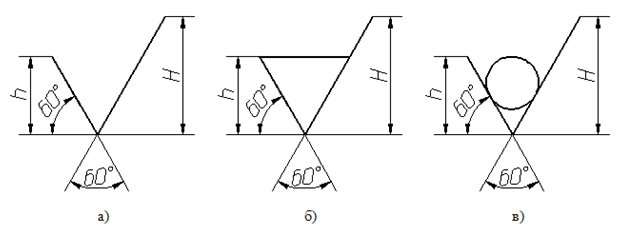
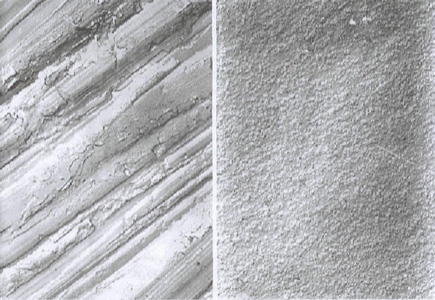
а) — способ обработки поверхности конструктором не регламентируется;
б) — поверхность образована удалением слоя материалов (механическая обработка);
в) — поверхность образована без удаления слоя материала (штамповка, гибка, литье…).
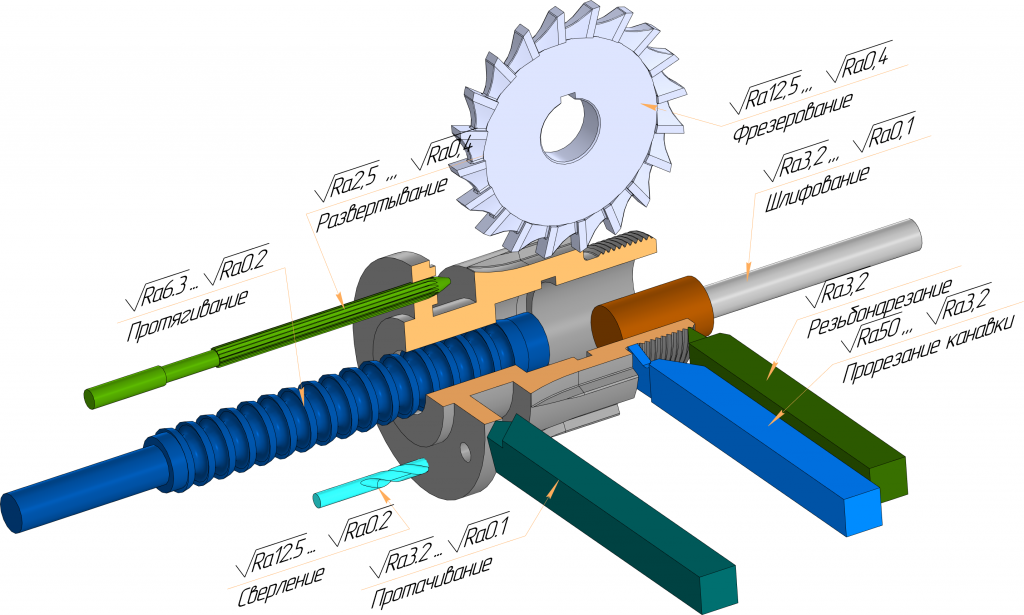
Выбор параметров шероховатости в зависимости от видов и методов обработки поверхности:
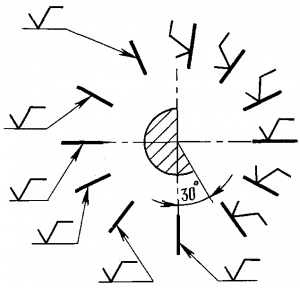
На чертежах проставляют знак шероховатости так, чтобы он был ориентирован к поверхности.
Обозначения шероховатости поверхности, в которых знак имеет полку, располагают относительно основной надписи чертежа так, как показано на рисунке:
9.5. Выполнение чертежа детали, имеющей форму тела вращения
Детали, имеющие форму тела вращения, в подавляющем большинстве (50-55% из числа оригинальных деталей) встречаются в машиностроении, т.к. вращательное движение – самый распространённый вид движения элементов существующих механизмов. Кроме того, такие детали технологичны. К ним относятся валы, втулки, диски и т.п. обработка таких деталей производится на токарных станках, где ось вращения расположена горизонтально.
Поэтому детали, имеющие форму тела вращения, располагают на чертежах так, чтобы ось вращения была параллельна основной надпись чертежа (штампу). Торец детали, принятый за технологическую базу для обработки, желательно располагать справа, т.е. так, как он будет расположен при обработке на станке. На рабочем чертеже втулки (Рисунок 9.9) показано выполнение детали, являющейся поверхностью вращения. Наружные и внутренние поверхности детали ограничены поверхностями вращения и плоскостями. Другим примером может быть деталь «Вал» (Рисунок 9.10), ограниченная соосными поверхностями вращения. Осевая линия параллельна основной надписи. Размеры проставлены комбинированным способом.
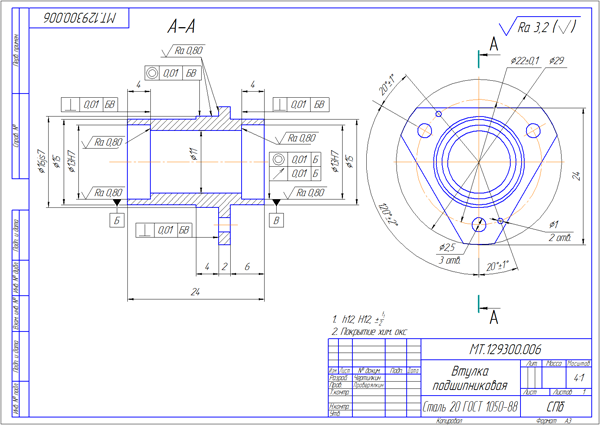
Рисунок 9.9 — Рабочий чертеж детали поверхности вращения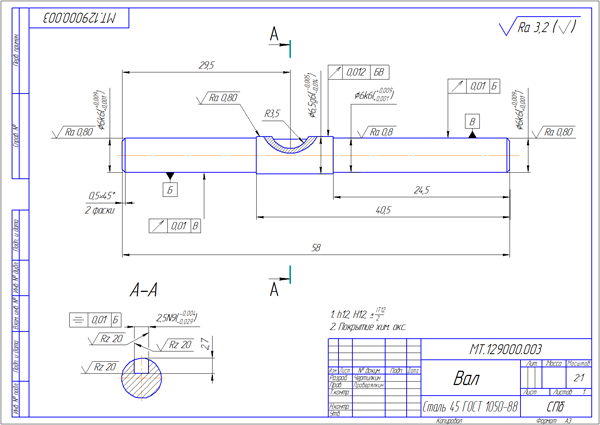
Рисунок 9.10 — Рабочий чертеж детали «Вал»
9.6. Выполнение чертежа детали изготовленной из листа
К этому виду деталей относятся прокладки, крышки, планки, клинья, плиты и т.д. Детали такой форму обрабатываются различными способами (штамповка, фрезеровка, строгание, резка ножницами). Плоские детали, изготовленные из листового материала, изображают, как правило, в одной проекции, определяющей контур детали (Рисунок 9.11). Толщина материала указывается в основной надписи, но рекомендуется указывать её повторно на изображении детали, на чертеже — s3. Если деталь гнутая, то часто на чертеже показывают развертку.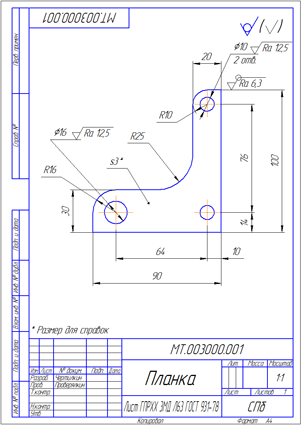
Рисунок 9.11 — Чертеж плоской детали
9.7. Выполнение чертежа детали, изготовленной литьем, с последующей механической обработкой
Формообразование литьем позволяет получить достаточно сложную форму детали, практически без потерь материала. Но после литья поверхность получается достаточно грубая, поэтому, рабочие поверхности требуют дополнительной механической обработки.
Таким образом получаем две группы поверхностей — литейные (черные) и обработанные после литья (чистые).
Процесс литья: в литейную форму заливается расплавленный материал, после остывания заготовка вынимается из формы, для чего, большинство поверхностей заготовки имеют литейные уклоны, а сопряжения поверхностей — литейные радиусы скруглений.
Литейные уклоны можно не изображать, а литейные радиусы должны быть изображены обязательно. Размеры литейных радиусов скруглений указывают в технических требованиях чертежа записью, например: Неуказанные литейные радиусы 1,5 мм.
Основная особенность нанесения размеров: так как есть две группы поверхностей, то есть и две группы размеров, одна связывает все черные поверхности, другая — все чистые, и по каждому координатному направлению допускается проставлять только один размер, связывающий между собой эти две группы размеров.
На рисунке 9.12 такими размерами являются: на главном изображении — размер высоты крышки — 70, на виде сверху — размер 10 (от нижнего торца детали) (выделены синим цветом).
При литье применяют литейный материал (буква Л в обозначении), обладающий повышенной текучестью, например:
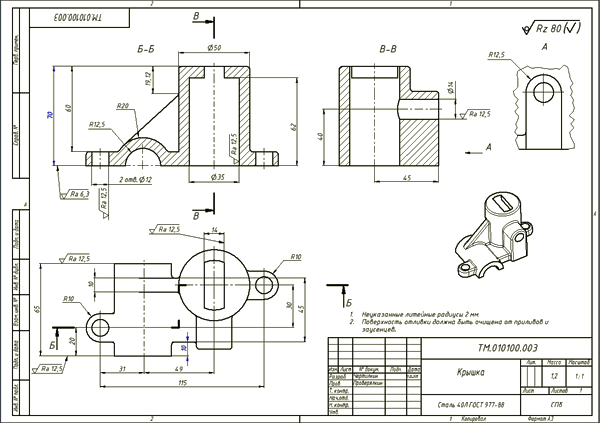
Рисунок 9.12 — Чертеж литейной детали
9.8. Выполнение чертежа пружины
На учебных чертежах рекомендуется из перечисленных пунктов указать п.п. 2,3,4,6. Выполнение диаграммы испытаний также не предусмотрено при выполнении учебного чертежа.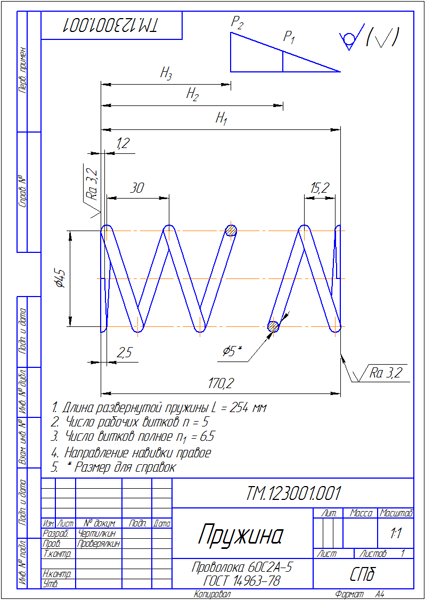
Рисунок 9.13 – Рабочий чертеж пружины
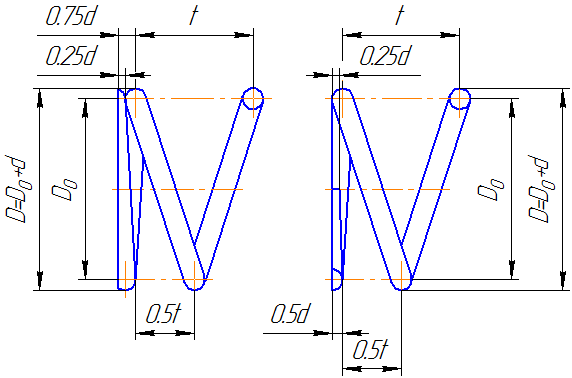 | |
| а | б |
Рисунок 9.14. Изображения поджатых витков пружины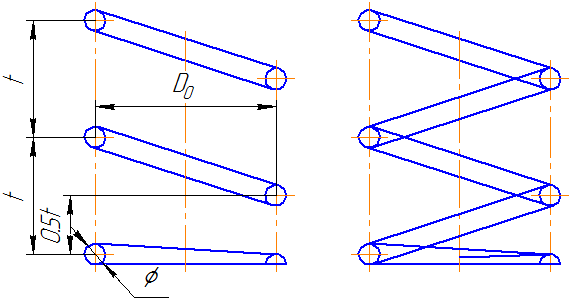
Рисунок 9.15. Последовательность построения изображения пружины
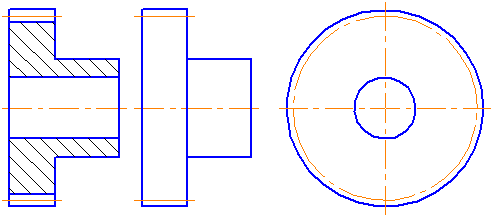
9.9. Выполнение чертежа зубчатого колеса
| 0,25 | (0,7) | (1,75) | 3 | (5,5) | 10 | (18) | 32 |
| 0,3 | 0,8; (0,9) | 2 | (3,5) | 6 | (11) | 20 | (36) |
| 0,4 | 1; (1,125) | (2,25) | 4 | (7) | 12 | (22) | 40 |
| 0,5 | 1,25 | 2,5 | (4,5) | 8 | (14) | 25 | (45) |
| 0,6 | 1,5 | (2,75) | 5 | (9) | 16 | (28) | 50 |
На учебных чертежах зубчатых колес:
Высота головки зуба – ha = m;
Высота ножки зуба – hf = 1,25m;
Шероховатость рабочих поверхностей зуба – Ra 0.8 [мкм];
Справа вверху листа выполняют таблицу параметров, размеры которой приведены на рисунке 9.18, часто заполняют только значение модуля, число зубьев и делительный диаметр.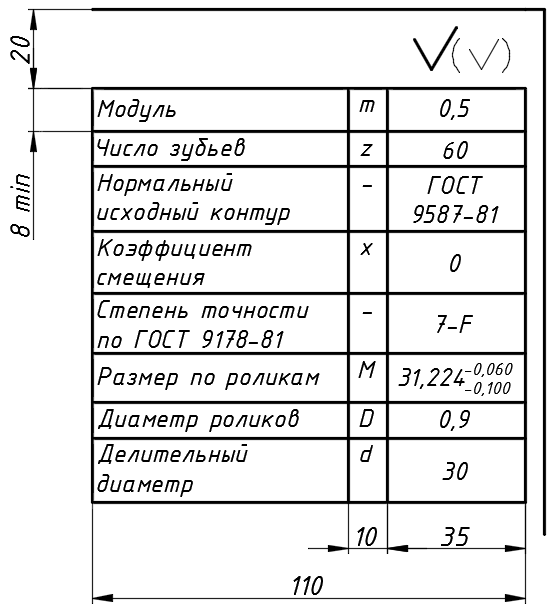
Рисунок 9.18 — Таблица параметров
Зубья колеса изображают условно, согласно ГОСТ 2.402-68 (Рисунок 9.19). Штрихпунктирная линия — делительная окружность колеса.
В разрезе зуб показывают нерассеченным.
 | ||
| а | б | в |
Рисунок 9.19 — Изображение зубчатого колеса а — в разрезе, б — на виде спереди и в — на виде слева
Шероховатость на боковую рабочую поверхность зуба на чертеже проставляют на делительной окружности.
Пример выполнения чертежа зубчатого колеса приведен на рисунке 9.20.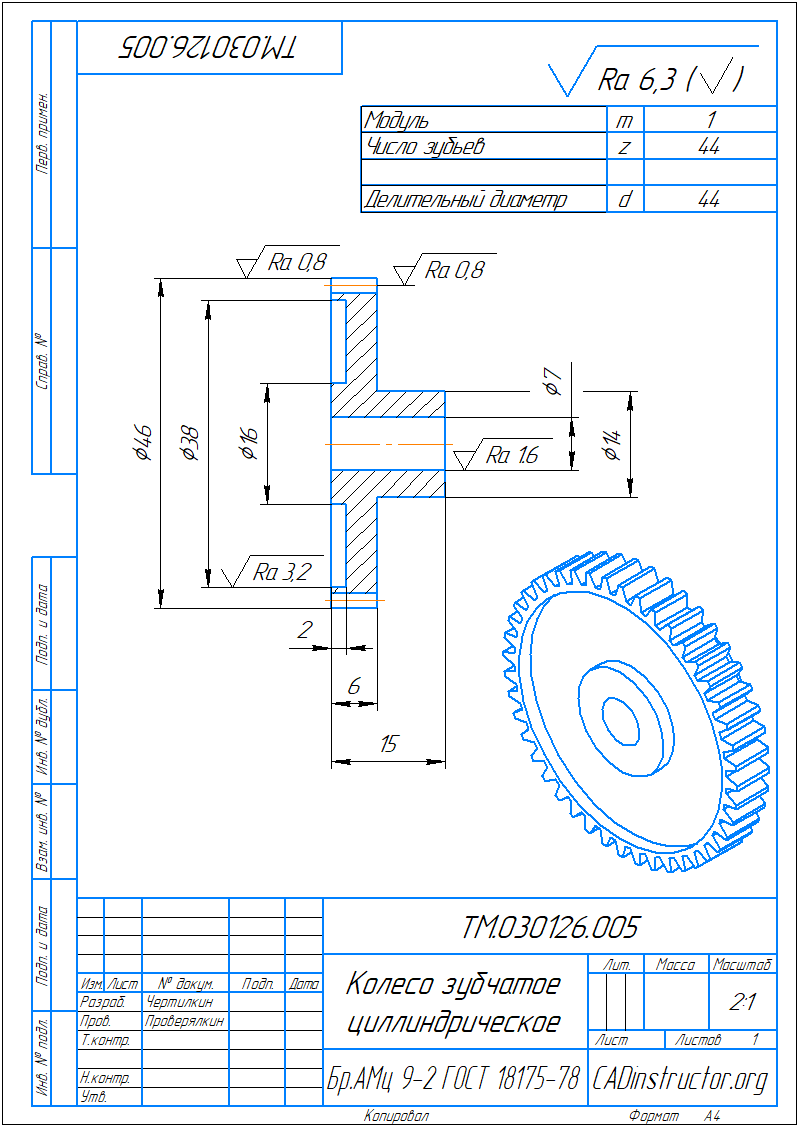
Рисунок 9.20 — Пример выполнения учебного чертежа зубчатого колеса
9.10. Последовательность чтения чертежа общего вида
При чтении чертежа общего вида необходимо учитывать некоторые упрощения и условные изображения на чертежах, допускаемые ГОСТ 2.109-73 и ГОСТ 2.305-68*:
На чертеже общего вида допускается не показывать:
На сборочных чертежах проставляют справочные, установочные, исполнительные размеры. Исполнительные это размеры на те элементы, которые появляются в процессе сборки (например, штифтовые отверстия).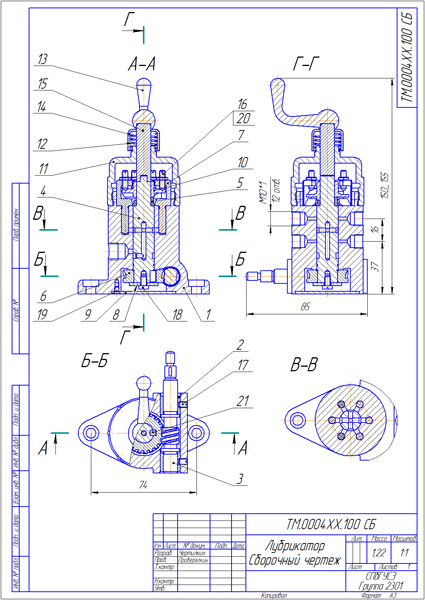
Рисунок 9.21 – Сборочный чертеж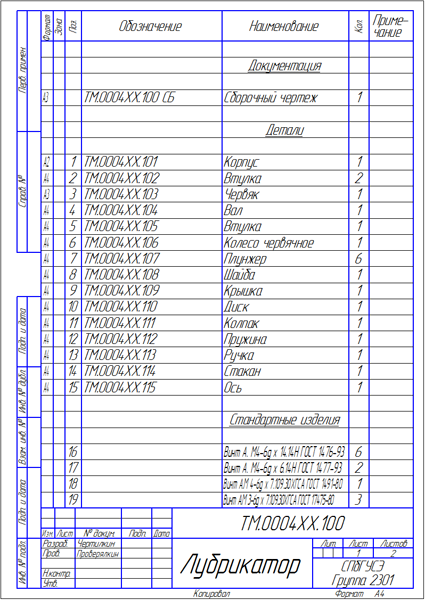
Рисунок 9.22 – Спецификация
9.11. Правила заполнения спецификации
В спецификацию для учебных сборочных чертежей, как правило, входят следующие разделы:
Название каждого раздела указывается в графе «Наименование», подчеркивается тонкой линией и выделяется пустыми строчками.
В графе «Количество» указывают количество составных частей на одно специфицируемое изделие, а в разделе «Материалы» — общее количество материалов на одно специфицируемое изделие с указанием единиц измерения — (например, 0,2 кг). Единицы измерения допускается записывать в графе «Примечание».
Как создать спецификацию в программе КОМПАС-3D, рассказано в соответствующей данной теме Лабораторной работе!
