ФОРУМ МОТОРИСТОВ
Форум для общения мотористов, водителей и любопытных
Эллипс шатунной шейки 4 сотки, что делать.
Эллипс шатунной шейки 4 сотки, что делать.
Сообщение KOS350 » 06 май 2012, 14:02
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Dimitri » 06 май 2012, 17:28
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Матрос » 06 май 2012, 17:33
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Валерий Ржевский » 06 май 2012, 19:38
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение crazy_digger » 06 май 2012, 19:44
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Ander » 06 май 2012, 20:57
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Николай Грязев » 06 май 2012, 21:04
Матрос сказал правильно—надо шлифовать в 0,25 все шейки. Хотя можно и одну шейку отшлифовать в 0,25 а остальные оставить в стандарте, ни чего страшного не случится. просто при этом придётся потратиться—купить СТД и 0,25. Но если вкладыши продаются парами ( если оригинал ), то можно и одну шейку отшлифовать, если остальные в размере.
С уважением Николай.
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение KOS350 » 07 май 2012, 02:03
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение KOS350 » 07 май 2012, 02:15
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Ander » 07 май 2012, 07:16
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение KOS350 » 07 май 2012, 12:21
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение kart » 07 май 2012, 16:34
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение Ander » 07 май 2012, 17:47
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение crazy_digger » 07 май 2012, 17:50
Re: Эллипс шатунной шейки 4 сотки, что делать.
Сообщение KOS350 » 08 май 2012, 00:49
Создано на основе phpBB® Forum Software © phpBB Limited
Двигатель №3. Малой кровью не обошлось.

Долго думал, писать в БЖ или нет, т.к. понимал, что начнутся всякие «да с первого раза надо было норм делать», «а мы говорили сразу двиг меняй» и т.д. Ну да ладно. Решил, что всё должно быть честно и что нужно давать реальное представление о последствиях развалившихся заслонок и оси.
К сути. На радостях что мотор заработал, я в предыдущей записи приукрашено описал, что всё очень радужно и здорово. Я игнорировал предупреждения о том, что на третьем поршне осью настучало, и что могут быть последствия. Собственно после того, как мотор собрали, в третьем цилиндре на холодную начал постукивать поршень. Постучит минуту и проходит. Сказали последить внимательно за уровнем масла. Начался масложор. Откровенный. Компрессия в третьем цилиндре упала до 9. Решили вскрывать мотор повторно, ибо так кормить маслом не вариант.
Вечером пятницы отец с напарником по работе за 1.5 часа скинули с мотора голову. Померили эллипсы в цилиндрах. Как и в тот раз, отклонения от номинала в цилиндрах не больше 2 соток. Гильзы в идеале. Боялись, что могло надрать компрессионным кольцом в третьем цилиндре. Нет, тоже всё шикарно. В субботу закупили: Поршни 4 штуки, набор колец на все поршни, прокладку гбц, масло на замену, антифриз литр, восполнить потери, болты гбц, вкладыши шатунные. Вроде ничего не забыл. Решили, если ещё раз вскрывать, то надо, чтоб мотор стал действительно «как новый». В воскресенье с утра уехали в гараж. Мотор завели в 8 вечера. Двигатель шепчет, эффект супер.
Сначала скинули поддон картера, вынули поршня. Стала ясна причина масложора. Жаль я не сфоткал, не знаю как, я забыл. В третьем поршне зажало компрессионные кольца. Когда загибает клапана, стучит по центру поршня. А ось заслонок получается пока мололась в цилиндре, стучала по всей поверхности поршня, в т.ч. по его краям. От этого поршень подплющился, и поршневые кольца зажало в канавках. Соответственно от этого потеря компрессии. Плюс к этому, не знаю, каким-таким образом, поршень стал очень туго ходить на пальце. Деформация поршня или пальца непонятно. В остальных цилиндрах всё хорошо. Выпрессовали прессом пальцы из шатунов. Пальцы в шатуны на этом моторе ставятся «на горячую». Т.е. греется шатун, ставится на него поршень и палец, пока шатун не остыл. Шатун остывает и обжимает палец. Операцию нужно проделать очень быстро и точно. Сделаешь не точно, нужно будет допрессовывать. Если пресса нет, то на помойку. Ибо без повреждения поршня палец из шатуна уже вряд ли вынешь. Всё собрали очень точно и аккуратно, всё получилось. Затем померили зазоры в кольцах, всё гуд, поставили в поршни кольца, поршня в цилиндры, и дальше долгая и нудная процедура сборки мотора. Вкладыши в шатунах поменяли, износ старых одна стока. Поменяли прокладку гбц естественно. Масло поменяли, фильтр масляный. Антифриза долили.
Что ещё, фары я себе отрегулировал. Салон в пятницу ещё вылизал, средством для ухода за кожей натёр. Не понравилось излишнее количество воска в нём, теперь сидухи немного скользят.
Вот и всё, кратенько сказал о том, что всё-таки не обошёлся я малой кровью, и поменял себе все поршня.
Итог: двигатель шепчет просто сказка. Вибраций вообще 0. Двигатель в салоне почти не слышно. Кайфую. Теперь мотор будет ходить ещё долго и счастливо)))
Вот и усё. Всем добра и удачи на дорогах! Берегите себя, своих коней и своих близких! Палец вверх)
Чтобы вал не уставал


От автора
Вал, упомянутый в заголовке – это коленчатый вал. Надеюсь, что читателям блога «Механики» будет интересно узнать о секретах заводских технологий этой детали. Потому что в «Механике» знают о деталях двигателя всё. И на ее интернет-площадках будет уместной информация о любых технологиях, связанных с профилем компании.
А коленчатый вал – это целая система. Все в нем взаимосвязано. И как автор, я надеюсь, что читатели вспомнят эту публикацию, когда привезут в «Механику» двигатель для ремонта. И при измерении биения вала на призмах вспомнят. И при шлифовании шеек вспомнят. И при покупке в «Механике» оборудования для ремонта в своем сервисе – тоже вспомнят. А теперь к теме.
Он очень непрост
В свое время я занимался технологией коленчатого вала – пусть не слишком долго, зато обстоятельно. Часто ездил в командировки на Минский моторный и Алтайский моторный заводы, на Челябинский тракторный… Именно тогда у меня родилось трепетное уважение к этой детали двигателя – родилось, чтобы с годами расти и укрепляться.
Действительно, смотришь на коленчатый вал – вроде прост, а на деле сложен и многообразен. Бывает тяжелым и легким, коротким и длинным, жестким и не слишком, «плоским» или пространственным с кривошипами под 120 о или 90 о – словом, любым.
С точки зрения механики, поведение коленчатого вала при внешних воздействиях трудно предсказуемо, особенно если вал имеет пространственную форму. Если он близок к идеальному, то исправно принимает возвратно-поступательное движение поршня, чтобы передать вращение дальше в трансмиссию. Но стоит возникнуть несоосности, кривизне, биению, вообще любой остаточной деформации – жди беды. Тут он капризен, как женщина.
Переменные напряжения
По первичной технологии изготовления коленчатый вал является одной из самых консервативных деталей. На многих заводах его до сих пор куют на молотах, меняя ручьи, либо изготавливают на мощных прессах методом горячей объемной штамповки.
Такая технология не стареет веками, поскольку именно горячая пластическая деформация металла обеспечивает правильную структуру будущей детали – оптимальный размер зерна, его ориентацию при воздействии кузнечного инструмента, отсутствие внутренних раковин. То есть прочность и выносливость закладываются в «колено» уже с рождения.
Потом коленчатый вал проходит множество операций термической, механической и финишной обработки – и все они направлены на повышение его точности, надежности и долговечности. Но жизнь есть жизнь – иногда коленчатые валы ломаются, разрушаются физически прямо в моторе. Причина звучит совершенно по-человечески – усталость…
Давайте, не особо углубляясь в физику, сопромат и металловедение, вспомним – почему происходит усталостный излом детали?

Рассмотрим, например, нагруженный вал, показанный на рис. 1. Не коленчатый, а обычный цилиндрический. При изгибе верхняя часть его поверхности (слой А), обозначенная зеленым цветом, находится под действием сжимающих напряжений, а нижняя часть поверхности (слой Б), обозначенная красным — под действием растягивающих напряжений.
Чтобы было уж совсем понятно, приведем простейший бытовой пример. Согнем обычный прут дерева. Снаружи изгиба кора натянется – там возникнут растягивающие напряжения. Внутри изгиба она соберется складками, сморщится – там возникнут сжимающие напряжения. Согнем сильнее – снаружи кора вообще лопнет, а на противоположной стороне только сильнее сморщится.
А теперь вернемся к нашему цилиндрическому валу. Вот он провернулся на 180 о, и картина изменилась: слой А получил растягивающие напряжения, а слой Б — сжимающие. Потом вал опять повернулся… и так далее. Словом, поверхностный слой все время получает знакопеременные напряжения: сжался-растянулся, сжался-растянулся…
То же происходит с другим валом – коленчатым. Но только у него есть заведомо слабые места – галтели коренных и шатунных шеек, зоны перехода от шейки вала к щеке. В технике такие участки называют концентраторами напряжений.
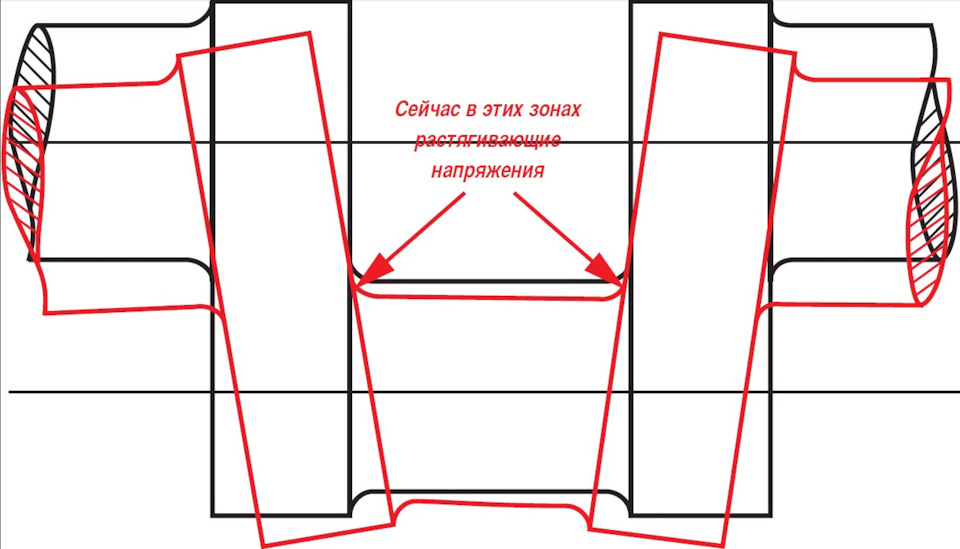
При работе в двигателе коленчатый вал под нагрузкой стремится изогнуться. Поэтому в галтелях попеременно возникают то растягивающие, то сжимающие напряжения, уже знакомые нам по примеру с простым цилиндрическим собратом. При работе вала в двигателе так происходит миллионы раз подряд: сжимающие – растягивающие, сжимающие – растягивающие (рис. 2).
А теперь вспомним, что на поверхности галтели есть микроскопические дефекты – шероховатости, трещины, раковины. А они есть обязательно, даже после шлифования – весь вопрос только в их размерах, то есть в классе чистоте поверхности.

Напряжения сжатия этим дефектам не страшны, а вот напряжения растяжения как раз наоборот… В каждом цикле они буквально атакуют микродефекты, будто вбивая клин в растущие трещинки (рис. 3). Дефект растет, растет! растет! и в один далеко не прекрасный момент происходит разрушение детали. И тогда механики скорбно вздыхают, закуривают и говорят, что вал «устал». Еще раз подчеркнем: такие изломы особенно характерны для участков с концентраторами напряжений – канавками, галтелями и т.д. (рис. 4)

Предупреждать усталость можно специальной термообработкой, высокоточными финишными операциями – и все это (как и многое другое) успешно делается, но есть способ и поинтереснее.
Пластика для галтелей — теория
Прежде чем раскрыть его, зададимся вопросом: если уж цикличные растягивающие напряжения играют такую роковую роль, нельзя ли их нейтрализовать — например, заложить в деталь напряжения сжатия?
Что же, логично. Напряжения сжатия будут складываться с опасными напряжениями растяжения, давая в результате ноль (или величину близкую к нему), и трещина расти не будет!
Да, но заложенные нами напряжения будут складываться не только с циклическим растяжением, но и с циклическим сжатием! А вот это как раз не страшно – как уже говорилось, поверхностное сжатие, даже усиленное остаточными напряжениями, на рост трещин никак не влияет.
А как создать в поверхностном слое сжимающие напряжения? Тут-то и придет на помощь метод поверхностного пластического деформирования – сокращенно ППД.
Упрочнение деталей методом ППД применяется практически во всех отраслях машиностроения уже давно. Для различных деталей созданы довольно хитроумные приспособления и станки. Мы же, следуя уговору, продолжим рассмотрение процесса в упрощенном варианте.
Как это работает? Представим, что на токарном станке только что выточили галтель на простеньком цилиндрическом вале. Просто галтель на ступеньке от одного диаметра к другому.
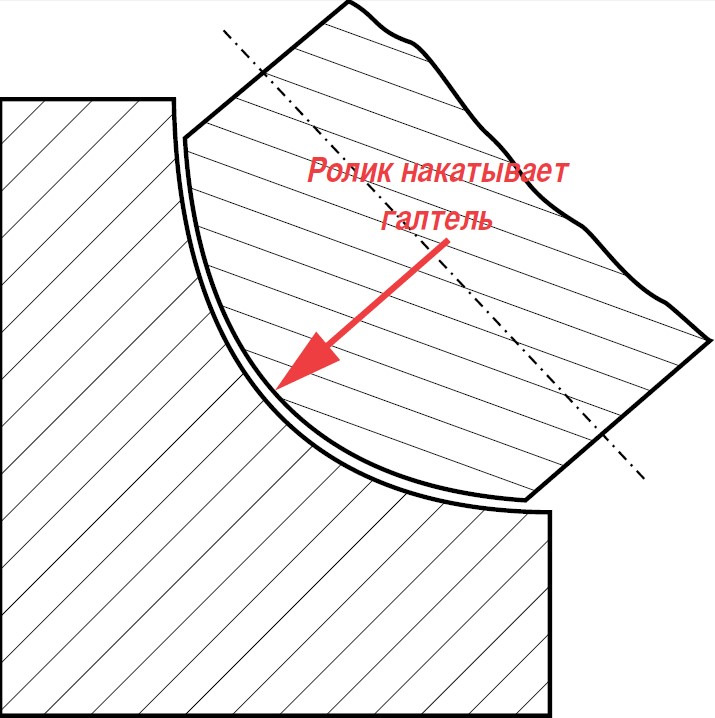
А теперь следите за руками. Вместо резца устанавливаем в суппорт специальную оправку с твердосплавным роликом на конце, который может вращаться (рис. 5). Запускаем станок, подводим к детали оправку с роликом, но не просто касаемся вращающейся поверхности галтели, а вдавливаем ролик на определенное число делений лимба поперечной подачи. На поверхности галтели возникает блестящая, будто из олова, кольцевая полоска. Красивая такая, зеркальная полоска…
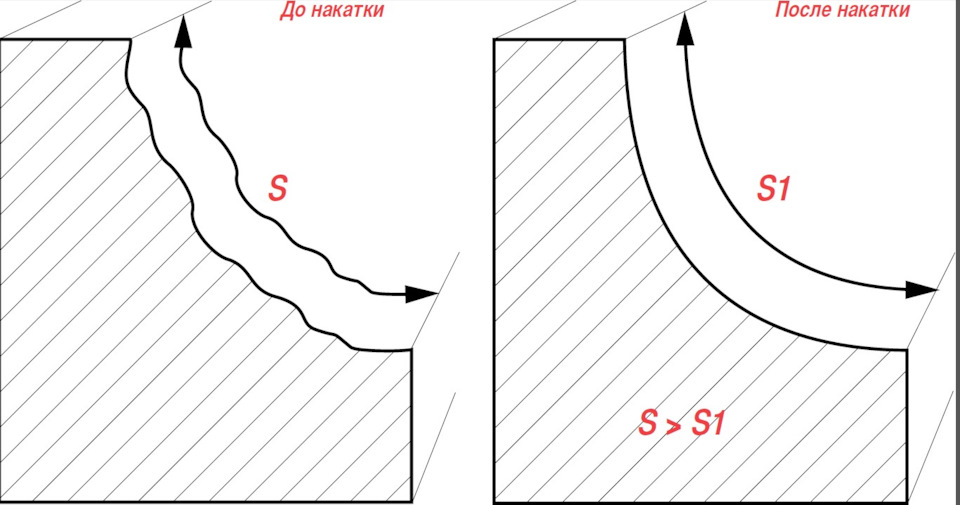
Что при этом происходит с поверхностью галтели в пределах полоски? Изначально она имеет шероховатости. Изобразим их на рис 6. условно в виде волны. Обозначим площадь этой поверхности S.
И вот ролик с усилием прокатал эту поверхность. Что же произошло с волнами? Они не завалились, не завальцевались, как можно было бы предположить – все гораздо интереснее! Поверхностный слой пластически деформировался следующим образом: он как бы «ожил», впадинки приподнялись, волны опустились, поверхность галтели разгладилась.
Как изменилась площадь полоски? Естественно, она уменьшилась. Если обозначить новую площадь S1, то можно написать, что S1 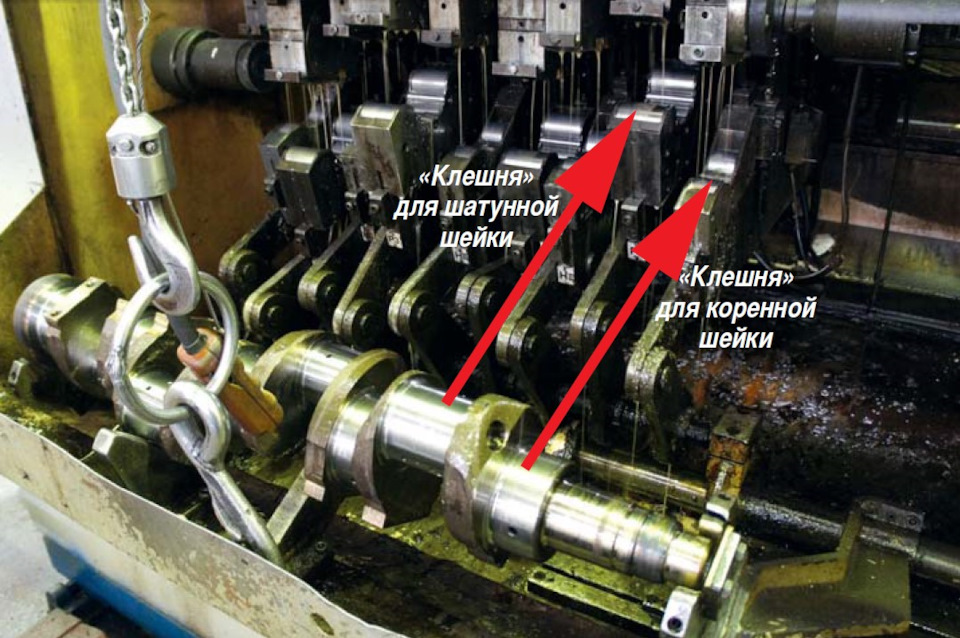
Обрабатываемый вал подается в зев станка, автоматически укладывается в постели «клешней», после чего «клешни» смыкаются на коренных и шатунных шейках, а ролики оказываются на галтелях. После укладки «клешни» смыкаются и поджимаются гидравликой, позволяющей регулировать усилие.
После зажима «клешней» мастер-вал начинает вращаться, «клешни» на коренных шейках, естественно, стоят на месте, а на шатунных – копируют движения шеек мастер-вала. Таким образом, галтели всех шеек накатываются и упрочняются одновременно. Весь процесс занимает менее одной минуты. Затем происходит выгрузка вала, загрузка очередного и т.д. (рис. 8 и 9).
А теперь посмотрим на фото обработанной галтели (рис. 10). Да, она зеркальная, как мы и обещали. Но главное, теперь в ней заложены остаточные напряжения сжатия. И при знакопеременных нагрузках на вал, напряжения теперь будут чередоваться не как раньше «сжимающие-растягивающие, сжимающие-растягивающие», а более благоприятным образом: «сжимающие-нулевые, сжимающие-нулевые». Благодаря этому усталостная прочность коленчатого вала возрастет многократно. И еще: класс чистоты галтелей повышается, им не потребуется финишная обработка.

Специалистами давно установлена связь между упрочняющим усилием, геометрией и материалом инструмента и величиной остаточных напряжений. Для упрочнения различных деталей созданы хитроумные приспособления и оснастка. Упрочняюще станки могут развивать пульсирующее давление, повышающее эффективность обработки. Существует оборудование с микропроцессорным управлением – оно не только упрочняет, но и позволяет закладывать остаточные напряжения и деформации, исправляющие кривизну, устраняющие биения.
Много есть интересного – хватит на десятки публикаций о коленчатом вале. Мы же просто рассказали о старой, доброй, надежной, работающей технологи упрочнения галтелей. Рассказали в намеренно популярной форме. Если вы знали об этой технологии – извините; не знали – значит, теперь будет знать. Как принято говорить в таких случаях, спасибо за внимание и до новых встреч.
Диагностика и устранение деформаций коленчатого вала и блока цилиндров
Методы устранения деформации деталей при ремонте двигателей

В практике ремонта двигателей и восстановления деталей постоянно приходится сталкиваться с необходимостью диагностики и устранения деформаций базовых деталей, то есть коленчатого вала и блока цилиндров.
Блок цилиндров, как основная корпусная деталь мотора, в процессе работы испытывает высокие механические нагрузки. Это монтажные усилия от затяжки резьбовых соединений, напряжения от сопрягающих деталей (головки блока, гильз, крышек), циклические усилия, возникающие при работе двигателя. Кроме этого, блок воспринимает вибрации и инерционные нагрузки. В некоторых видах тракторной техники блок цилиндров дополнительно выполняет роль силового элемента и является частью несущей конструкции. Помимо механических напряжений, в процессе эксплуатации двигателя блок цилиндров испытывает существенные термические нагрузки. Многократные циклы нагрева и охлаждения плюс неравномерность нагрева и разница температур на различных участках блока в сочетании с механическими нагрузками приводят к возникновению деформаций.
Проверка, а при необходимости восстановление плоскосности блока цилиндров.
На различных типах двигателей допускается отклонение от плоскостности от 0,05 до 0,2 миллиметра. Самый простой способ проверки, с помощью лекальной линейки и щупа, позволяет получить только довольно грубые оценочные результаты. Четко увидеть картину деформации поверхности можно на станке при помощи индикатора. Восстановить плоскость блока можно фрезированием или плоской шлифовкой. Поскольку обработать крупногабаритный блок на универсальном станке не всегда возможно, для таких работ Механика использует специализированный фрезер-но-шлифовальный станок ESA-18.
Эта операция позволяет выполнить два основных условия: обеспечить заданное выступание гильзы и добиться надежного прилегания бурта гильзы к посадочному месту в блоке. Выступание гильзы обеспечивает надежное уплотнение камеры сгорания. Обработка посадочного места исключает деформацию гильзы и разрушение бурта при монтаже. Выполнять такую операцию можно на расточном станке либо используя специальное приспособление MIRA.
Приспособление MIRA позволяет избежать длительной и сложной установки блока на станке и обеспечивает высокую точность.
Эта технология рекомендована известными европейскими производителями гильз и поршнекомплектов, в частности компанией «Kolbenschmidt». В своей практике Механика использует и расточной станок, и приспособление, но, с учетом габаритов, для больших двигателей приспособление удобнее.
Устранение деформации отверстий коренных опор (постели коленвала).
Технологически процесс достаточно сложный по причине высоких требований к точности обработки (до 0,005 мм) и значительной величины деформаций. Чаще всего приходится устранять эллипс, возникающий из-за циклических нагрузок со стороны шатунов, и искривление оси как следствие общей деформации блока. Если одна или несколько коренных опор работали в условиях масляного голодания, то возможно разбивание отверстия ударной нагрузки или уменьшение диаметра, «сжатие» коренной опоры от термической усадки вследствие местного перегрева.
Для некоторых типов двигателей (Ford, КамАЗ) существуют вкладыши для ремонтного размера постелей. Это позволяет растачивать постель в ремонтный размер без предварительного занижения крышек коренных опор. Во всех других случаях для создания припуска на обработку коренные крышки по плоскости разъема необходимо предварительно занизить. Занижение крышек и последующая расточка могут привести к некоторому смещению оси коленвала относительно первоначального положения. Это необходимо учитывать. У большинства двигателей допуск на смещение оси не превышает 0,15 мм.
Кроме того, у многих моторов установка коренной крышки в бок происходит по переходной посадке или с небольшим натягом. Если посадка нарушена, натяг можно восстановить накаткой или заменой крышки. После выполнения всей подготовки и измерений постель можно растачивать. Расточить постель коленвала можно, используя борштангу, закрепленную непосредственно на блоке или на специальном горизонтально-расточном станке. Отечественные станки для расточки постелей не имеют возможности переналадки, поэтому при сопоставимой цене Механика отдала предпочтение станкам ВС-4А компании «BERCO». Возможности станка, его универсальность и удобство переналадки позволяют качественно расточить постель коленчатого вала любого блока в диапазоне диаметров от 22 до 150 мм.
Уважаемый посетитель! Мы физически не можем отвечать на каждый комментарий..
Для того, чтобы Вы могли самостоятельно (или с помощью ближайшего автосервиса) устранить неисправности дизеля, мы разработали ОнлайнДиагностику. Это интерактивное руководство, которое содержит все известные причины неисправностей дизельных двигателей и указывает пути достижения правильной работы конкретного двигателя.
Приглашаем вас воспользоваться ОнлайнДиагностикой прямо сейчас!
Эпопея с замерами коленчатого вала и сопрягающимся с ним частей.

Всем привет! Я снова в «эфире». Фотографий будет не много, если они вообще будут. Будет много буковков.
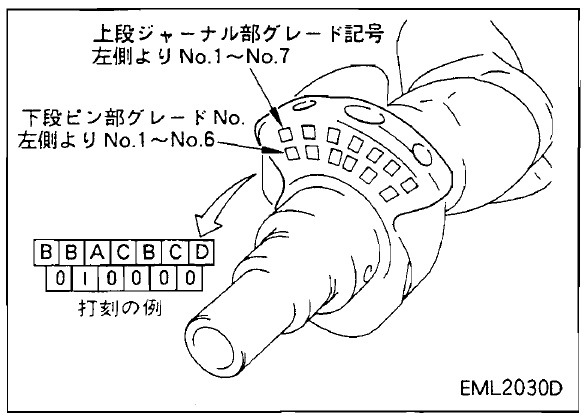
И так, о чём это я — о размерах коленчатого вала. Зачем мне это? Ну дотошен я до делов. Решил я поменять вкладыши коленчатого вала, коренные и шатунные. Всего их набирается 7 коренных + 6 шатунных = 13 пар. В умном букваре по мотору указаны допустимые размеры вала. И составляют они ø47.961-ø47.974 мм. для шатунной шейки и ø54.951-ø54.975 мм. для коренной. Естественно, что максимальный размер это наверное идеальный вариант, но таковой наверное только на чертежах. Как известно, но даже с самыми современными станками человечество не способно создать 2 и более абсолютно одинаковый деталей. В этой связи даже новый коленчатый вал с завода имеет некие допуски, о чём производитель под шильдиком Nissan информирует нас на первом противовесе коленчатого вала в виде буквенного кода из 7 букв от A до D о коренных шейках и цифровой код из 6 цифр 0 и 1 о шатунных шейках.
Почти та же система присутствует на на блоке и шатунах, но мне они сейчас не особо интересны. О них как-нить в другой раз. Я надеюсь. Упомянем только что размеры коренных «сёдел» ø58.645-ø58.672 мм., а отверстие в шатунах ø51.000-ø51.013 мм. Ну, вернёмся к нашим баранам.
Дабы скомпенсировать погрешности изготовления деталей создан целый ряд вкладышей с разными размерами — в народе с разным наполнением. Цель очень проста — добиться максимально равного масляного зазора между всеми шейками да так, чтобы он был в пределах допуска, который в свою очередь так же оговорен мануалом и составляет 0.028-0.047 мм. Для этого существует аж целых 7 разных стандартных коренных вкладышей коленчатого вала. Все они идут с шагом 0.003 мм с толщинами от 1.818 мм до 1.839 мм.
И так мы имеем «все» размеры. Рассмотрим простой пример:
Имеем идеальный блок с минимально возможным размером коренного седла: ø58.645 мм.
И идеальный коленчатый вал с максимальным размером коренной шейки: ø54.975 мм.
Представим что у нас нет рекомендаций завода на торце коленчатого вала и блока в виде буквенного кода и считаем нужный вкладыш.
Напоминаю что целевой масляный зазор должен быть в диапазоне 0.028-0.047 мм. я решил остановится на среднем 0.038 мм.
И расчёт я вижу себе так:
(Диаметр (диаметр
седла в — коренной
блоке)- шейки)
——————————— — (масляный зазор) = (расчётная толщина вкладыша)
2
или оно же в цифрах:
58.645 — 54.975
——————— — 0.038 = 1,797 мм.
2
Таким образом расчётный вкладыш должен быть 1,797 мм. теперь обращаемся к таблице имеющихся вкладышей, в ней ближайший с такими размерами это STD0, но правда его размер объявлен как 1.818 — 1.821 мм. Вот тут у меня конечно ступор, такой случай будет иметь «меньший» масляный зазор, чем должен быть, в худшем случае всего 0.014 мм. (наталкивает на мысль что я лишний раз где-то разделил на 2), а может быть просто не удачный пример. Но смысл и математика понятна. Кстати в мануале есть таблица какие вкладыши нужно использовать при тех или иных размерах бала и блока.
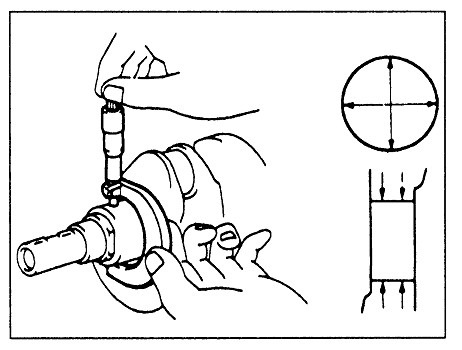
О теории вроде всё. Я думаю не стоит акцентировать внимание на подборе шатунных вкладышей. Там всё так же. Теперь о практике на примере моего вала и блока. Я не в состоянии измерить размер с точностью до 0.001 мм. Точность моего микрометра кончается на 0.01 мм. И как пример берём первую коренную шейку, которая в результате замера имеет размер ø54.948±0.002мм. где ±0.002мм. я предполагаю «на глаз» ибо рисочки не совпадают идеально с 45ой полоской микрометра, а чуть ниже. Сам процесс измерения цилиндра микрометром меня ставит в тупик. Старался измерить его максимально «правильно», т.е. в диаметре в 4х измерениях и всё равно это всё ещё очень сложно для меня.
Как видно из измерения размер моей шейки меньше меньшего допуска, но не на много. На коленчатом валу набита буковка B, которая подразумевает размер шейки в диапазоне ø54.969-ø54.963 мм. чего у меня явно не получается. Неужели такой износ? Или до меня его уже шлифовали? В любом случае мой размер шейки
ø54.950мм. размер седла в блоке в этом месте маркирован буквой С или ø58.663-ø58.657 мм. блок я ещё не замерял, но надеюсь ему ничего не могло случится, ибо в теории вкладыши там не крутятся, если только до меня их там не провернули и не задрали, а потом не точили.
Таким образом вкладыш который мне нужен в этом месте будет опираясь на таблицу STD5 с размерами 1.833-1.836 мм. Или по по факту масляный зазор получится 0,039мм. что вписывается в допуск.
Теперь вопрос ради чего я всё это затеял: ПРАВИЛЬНО?! Почему размер измеряемый мной так разнится с «заложенным»? Вал уже ремонтировали? Или он так износился?
Правильны ли мои действия? Только не говорите что я сильно заморачиваюсь, я это слышал уже и не раз. Я ещё не измерял вкладыши, которые стоят у меня в моторе, нет у меня микрометра от ноля 🙂 Но я к этому обязательно вернусь 🙂
Это всё я делал, дабы попробовать по методу «как правильно» или «как надо». Как только выйду на выходные съезжу и куплю «Plastigage» и ещё проведу замеры ей, на текущих вкладышах.
Как-то так. Всем ПИС! 🙂
Nissan Skyline 1999, двигатель бензиновый 2.5 л., 280 л. с., задний привод, механическая коробка передач — своими руками
Машины в продаже

Nissan Skyline, 1997

Nissan Skyline, 1991

Nissan Skyline, 1992

Nissan Skyline, 1996
Комментарии 19

Я тоже сегодня для себя Америку открыл:
зазор — это разница между отверстием и валом, т.е. пока вал свободно лежит на шейке.
Так сказано в методичке к лабе МАДИ lib.madi.ru/fel/fel1/fel15M423.pdf
(см. стр.5 рис.3)

Какой микрометр для измерения ты использовал?

Ещё с совка остался с завода. Даже номерной 🙂 В гараже лежат в деревянной коробочке с калибрами 🙂

искал в нете размеры шеек коленвала VQ25det, попал сюда, эта запись про него?!

Щитаю что в данном случае, когда не видно устрашающих следов износа ни на шейке ни на вкладыше (он там на фото даж матовый еще), не видно рисок на шейках, достаточно просто посмотреть что там написано на вкладыше, STD он или кто, и заказать комплект точно такихже.
Для особых параноиков перед заказом промерить этот комплект пластигагой и на этом угомонится.
Насчет размера шейки при измерении микрометром: это для начала надо узнать погрешность микрометра из его паспорта, и никогда не предполагать погрешность «на глаз, и + столько то, потому что риски не совпали».

А вспомнил, на не нео, 0,032-0,047, поэтому заморочился
взял комплект ацл hx и пластигага, зазор получился 0,05-0,07, на сток ацл везде получался 0,032 при биении полена 0,01 посчитал его маловатым. Ну и теперь масло только 10 60

а вал не точили и это не износ, скорее всего это не калиброванный инструмент, да и точности (цена деления) его маловато, да и по большому счету увеличение зазора на 20 микрон это не страшно. Но это не важно, главное в подшипнике измерить не значения диаметров, а величину зазора, повторюсь — удобнее и точнее пластигагой.

Я ему говорил, что это полный анонизм но он написал выше, что дотошный!Этим все сказано. Есть формула 2+2=4 вот по этому букварю и учит, а можно 2х2=4 смысл не меняется но подругому считается!Так и Алексей считаю надо забрать у него книгу по СКУЛЕНЫ легче жится будет!А так то молодец не укаждого терпения хватит)))Это без условно плюс, только зачем делать лишнии телодвиженее, ну может ему так легче!))))Молодец делай дальше!
Я ему говорил, что это полный анонизм но он написал выше, что дотошный!Этим все сказано. Есть формула 2+2=4 вот по этому букварю и учит, а можно 2х2=4 смысл не меняется но подругому считается!Так и Алексей считаю надо забрать у него книгу по СКУЛЕНЫ легче жится будет!А так то молодец не укаждого терпения хватит)))Это без условно плюс, только зачем делать лишнии телодвиженее, ну может ему так легче!))))Молодец делай дальше!
Не в обиду, но я много смешных вещей от тебя слышал. И я предпочту тот подход, который уже начал и продолжу заниматься ОнАнизмом.
Если вам сложно понимать эту науку, ну как хотите. Для меня это само собой разумеющееся и понимается легко.
Может что то и говорил смешное.)))Да ты меня хоть ху…м на зови только не облизывай)))) Только есть такое понятие как допуски и посадки и в этих приделах можно работать.Я не говорю что это не правильно, просто зачем усложнять себе жизнь?
а вал не точили и это не износ, скорее всего это не калиброванный инструмент, да и точности (цена деления) его маловато, да и по большому счету увеличение зазора на 20 микрон это не страшно. Но это не важно, главное в подшипнике измерить не значения диаметров, а величину зазора, повторюсь — удобнее и точнее пластигагой.
Калибры 25 и 50 измеряются точно. Поигрался на шайбах, там тоже все ровно. Получается все же 2 сотки
Моя ИМХО:
1. Вообще зазор в подшипнике коленвала бензинового движка может быть от 0,02 до 0,08 мм…ну для форсированного движка до 0,05. И не стоит как показывает практика гнаться за минимальным.
2. Ряд стандартных вкладышей имеет технологический разброс толщины, в общем соседние размеры отличаются на 0,003 мм. Да, на заводе (НИССАН) при сборке заморачиваются подбором и достигают среднего и наиболее одинакового зазора по всему валу. Стоит ли это делать при ремонте? ИМХО нет.
я считал для своего движка — при любом стандартном вкладыше зазор гарантированно получается в диапазоне 0,02 — 0,08 мм, при условии отсутствия износа коленвала.
3. При использовании ремонтных вкладышей, они вообще продаются комплектом и имеют разброс между собой намного более 0,003 мм, поэтому нет возможности регулировать зазор с таким шагом, и ничего, ездят же такие движки. Зазор укладывается в норму, при этом производитель это допускает, так как продает ремонтные вкладыши.
4. Вопрос погрешности. Главное в подшипнике это величина зазора, поэтому зазор нужно мерить относительным методом. Не нужно измерять диаметр вала и диаметр отверстия и производить вычисления, так как при этом погрешность будет еще больше, чем цена деления приборов. Нужно микрометр установить на вал, на цифирь даже не смотреть, зафиксировать его, снять, по нему откалибровать нутромер на ноль и уже потом измерять зазор в подшипнике, помещая нутромер в отверстие. При цене деления прибора 0,01мм погрешность будет минимальна при таком методе, но для измерения величины зазора (к примеру 0,03мм) все равно ИМХО высока. Поэтому рулит пластигага:
5. Точность пластигаги видна на аватаре к моей машине и позволит измерить зазор с достаточной (для практики) погрешностью. Более того, мануал рекомендует использовать именно неё Купить можно на экзисте. коды есть тут: aeronav.spb.ru/prominEnt_FAQ.html
Также с помощью пластигаги можно косвенно оценить кривизну коленвала.
В общем метода ремонта мне видится такая: За копейки покупается пластигага, помещается в подшипники, сразу видно, зазор во всех подшипниках и косвенно его кривизна. Далее если зазор в каком то подшипнике привышает 0,08 колено шлифуется в ремонт, и после сборки с ремонтными вкладышами контролируется зазор (случается брак у вкладышей). если зазор нигде не превысил 0,08мм покупается набор стандартных вкладышей и тупо меняется. зазор гарантированно будет нормальным. Плюс в том, что комплектом вкладыши стоят на порядок дешевле и есть дубли. Например для тойоты это тайхо — то же самое лежит в оригинальной корбке, только отобранное на заводе с шагом 0,003мм, за что собственно и дерет деньги та же тойота.

Когда выбор вкладышей есть — это прекрасно. В моём случае всё упёрлось в отсутствие таковых. Но и двигатель у меня постарше лет на 20))) В итоге буду плясать от внутренних размеров после установки ремонтных вкладышей, при перешлифовке колена.

садомазохист блин) голова и руки работают на отлично у тебя, молодец)

Пластигага точно скажет, прав ты или нет.

пласигага ничего не скажет, очень относительная точность, +/- 1 сотка, а то и более)))
Но ей можно померить, в допуске ли ты или уже нет.
